|
ĪĪĪĪ░ļ╗Ī’łĮ╝■╩Ū╬ę╣½╦Š─│«aŲĘ╔ŽĄ─┴Ń╝■░╠ą┼Ż¼▓╔ė├Ė▀╗ĪČ╚ 616 õōųŲ│╔Č»╝įŻ¼ė╔ė┌ĮYśŗąĶ꬯¼ę¬Ū¾į┌ 3 mm ║±Ą─ 616 õō░Õ╔ŽÅØųŲ│╔ 1 / 4 éĆłA╗Īą╬ĀŅ╠▌ąčŻ¼š¹éĆ┴Ń╝■│╩╗Īą╬ĄūĄ─░ļ U ą═ĮYśŗįŅųźĪŻą╬ĀŅĄ─╠ž╩ŌąįĮo╣ż╝■ÅØŪ·║═─ŻŠ▀įOėŗįņ│╔┴╦ę╗Č©Ą─└¦ļyųŻįŁĪŻ
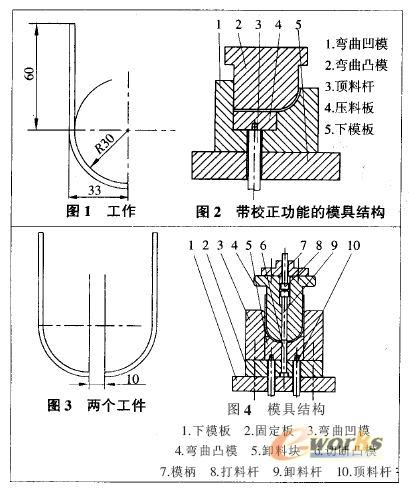
1 ╣ż╝■įŁüĒ╝ė╣żŪķør
═©│Ż▓╗ī”ĘQ╝■Ą─ÅØŪ·Ż¼╩ūŽ╚ę¬┐╝æ]ĄĮ╣ż╝■ÅØŪ·ĢrĢ■«a╔·▓╗ī”ĘQĄ─é╚Ž“┴”ę╣╠ķŻ¼ę“┤╦į┌─ŻŠ▀įOėŗųąąĶįOĘ©┐╦Ę■╣ż╝■ÅØŪ·ųą│÷¼F(xi©żn)Ą─Ų½ęŲĘĖ└ńŻ¼ę╗░Ń╩Ū═©▀^į┌─ŻŠ▀╔ŽįOų├ē║┴Žčbų├Ż¼└¹ė├Č©╬╗╗“Ę└Ų½ęŲĮYśŗüĒ┐╦Ę■╣ż╝■ÅØŪ·Ģr┐╔─▄│÷¼F(xi©żn)Ą─┴Žū▀╬╗┼«Ų„ĪŻ
┐╝æ]ĄĮįōĘN▓─┴ŽĄ─Ū³Ę■ÅŖČ╚╝░┐╣└ŁÅŖČ╚Ą╚┼cūāą╬┐╣┴”ėąĻPĄ─öĄ(sh©┤)ųĄ▌^┤¾┐┌│┘Ż¼╗žÅŚę▓▌^┤¾Ż¼×ķ┤╦Ė∙ō■╣ż╝■Ą─ĮYśŗŠ▐Į┼Ż¼įOėŗ┴╦╚ńłD 2 ╦∙╩ŠÄ¦ąŻš²╣”─▄Ą──ŻŠ▀ĮYśŗ▒ŻŲčĪŻš¹╠ū─ŻŠ▀ų├ė┌ē║┴”ÖC╔Ž╝ė╣żĪŻ╩ūŽ╚čĒš’Ż¼Ēö┴ŽŚU 3 į┌ē║ÖCÅŚąįŠÅø_Ų„Ą─ū„ė├Ž┬ĮŅ┴ėŻ¼īóē║┴Ž░Õ 4 ĒöŲų┴┼cÅØŪ·░╝─Ż 1 ėęČ╦├µŲĮ²RŻ¼╣żū„Ģrą·╦║Ż¼īó┼„┴Žų├ė┌░╝─Ż├µ╔Žš²┴│Ż¼ē║ÖC╗¼ēKŽ┬ęŲŻ¼ÅØŪ·═╣─Ż 2 ┼cē║┴Ž░Õ 4 ╣▓═¼īó┼„┴Žē║ŠočĮū┴Ż¼ļSų°ē║ÖC╗¼ēKĄ─ŠÅŠÅŽ┬ęŲ▒╔ĄŻ¼ÅØŪ·═╣─Ż├┤ÅØŪ·░╝─Ż 1 ║═ē║┴Ž░Õ 4 ųØuīó░Õ┴Žē║ÅØ│╔ą═ĪŻ
×ķ┐╦Ę■╣ż╝■ė╔ė┌å╬▀ģÅØŪ·ą╬│╔Ą─é╚Ž“┴”Č°įņ│╔Ą─░Õ┴Ž╗¼ęŲå¢Ņ}Ż¼į┌─ŻŠ▀ĮYśŗįOėŗĢr╠žęŌ╩╣ÅØŪ·░╝─Ż 1 Ą─ū¾Č╦▒╚ėęČ╦Ė▀│÷ smm ╚║═▐Ż¼┼„┴ŽČ©╬╗ė┌ÅØŪ·░╝─Ż 1 ū¾Č╦├µąŲĮ─Ż¼ė╔ė┌į┌┼„┴ŽÅØųŲŪ░Ż¼ē║┴Ž░Õ 4 ▒Ń▒╗Ēö┴ŽŚU 3 ĒöŲų┴┼cÅØŪ·░╝─Ż 1 ėęČ╦ŲĮ²RĮ┘═½Ż¼Å─Č°╩╣░Õ┴Žį┌Č©╬╗╠╚Ū▒ĪóÅØŪ·Ī󹯹╬Ą╚╚½▀^│╠ųąųŠė┌Ż¼Š∙─▄╩▄ĄĮÅØŪ·═╣─Ż 2 ╝░ē║┴Ž░Õ 4 Ą─ē║Šo┴”║═ÅØŪ·░╝─Ż 1 ū¾Č╦├µėą└¹Ą─ūĶĄKū„ė├õ╠ę“Ż¼ėąą¦ĄžĘ└ų╣┴╦╣ż╝■Ą─ÅØŪ·ū▀╬╗ĪŻ▒M╣▄īŹ╩®┴╦ē║▀ģ╦┼š└Ż¼╣ż╝■į┌é╚Ž“┴”ū„ė├Ž┬Ą─Ų½ęŲĄ├ĄĮ┴╦┐žųŲč°┼▌Ż¼Ą½ė╔ė┌╩Ū 1 / 4 Ą─łA╗ĪÅØŪ·Ż¼ÅØŪ·ųąą─ĮŪ▓╗┤¾─╬ė”Ż¼ūāą╬ģ^(q©▒)ė“ę▓ąĪ└Įč┌Ż¼╩╣łA╗Ī╬╗ų├ļyęį┐žųŲŻ¼╝ėų«ĮŪČ╚╗žÅŚĄ─ė░Ēæš╚š§Ż¼╩╣╣ż╝■▓╗─▄ØMūŃą╬ĀŅę¬Ū¾╝ńķ┼Ż¼▀ĆąĶ└¹ė├╚½ą╬śė░Õę└┐┐╚╦╣żąŻš²üĒ▒ŻūCłA╗ĪŠ½Č╚ĪŻ×ķ▒ŻūC 1 / 4 éĆłA╗Īą╬ĀŅĄ─╠ž╩Ōę¬Ū¾│╠├╬Ż¼╣ż╦ćųąų╗─▄▓╔ė├ĮołA╗ĪŅA┴¶╝ė╣ż┴┐ĄŃ░čŻ¼ąŻš²║¾į┘ÖC╝ė╣ż╚ź│²Ą─ĘĮĘ©ĪŻ
ė╔ė┌╣ż╝■ÅŖČ╚Ė▀Ų“╣▒Ż¼ąŻš²└¦ļyŪŌ┼÷Ż¼įņ│╔╣ż╚╦▓┘ū„ÅŖČ╚┤¾Ż¼ėųė╔ė┌į÷╝ė┴╦ÖCąĄ╝ė╣żĄ╚╣żą“┬Ł┤ĮŻ¼╩╣╔·«aą¦┬╩ĮĄĄ═╔Ļ╣ŃŻ¼«aŲĘ│╔▒Š╔²Ė▀ĪŻ
2 ╣ż╦ćĖ─▀M
Ęų╬÷╣ż╝■ļyęįų▒ĮėĄ├ĄĮ└ĒŽļą╬ĀŅĄ─įŁę“╬„┴ĘŻ¼ų„ę¬╩ŪÅØŪ·▀^│╠ųąČ½┴∙Ż¼ė╔ė┌▓─┴Žčė╔ņ┬╩Ą─▓╗┤_Č©╩╣ūāą╬ųąąįīėļyęį┐žųŲŻ¼įņ│╔š╣ķ_ķLČ╚Ą─ėŗ╦Ń▓╗£╩┤_╚╗░ÕŻ╗ŽÓī”ÅØŪ·░ļÅĮ R / t = 30 / 3 = 10 ▌^┤¾┤²Į▓Ż¼░Õ┴ŽĄ─ūāą╬│╠Č╚ąĪŻ¼į┌░Õ┴Žųąąįīėā╔é╚Ą─╝āÅŚąįūāą╬ģ^(q©▒)ęį╝░╦▄ąįūāą╬ģ^(q©▒)┐éūāą╬ųąĄ─ÅŚąįūāą╬▒╚└²ąĪ═║▒ĻŻ¼ą╬│╔▓─┴ŽĄ─│▀┤ń╝░ĮŪČ╚╗žÅŚčĻ┐ŠĪŻ
×ķĖ─╔Ų╝ė╣żŚl╝■Ż¼▒žĒÜśŗĮ©ą┬ą═╣ż╝■ĮYśŗ┤█╗░Ż¼┐╝æ]ĄĮ U ą═╝■Ą─╗žÅŚ╩▄Ųõā╔▀ģ▓─┴ŽĄ─ŽÓ╗źĀ┐ųŲŪķ╠▄Ż¼øQČ©Ė─▀M╝ė╣ż╣ż╦ćĘĮ░Ė×ķŻ║└¹ė├ā╔╝■║Ž│╔ę╗éĆ═Ļš¹Ą─ U ą═╝■╦«║óŻ¼ųą▓┐ęįų▒▀ģŽÓ▀BŻ¼į┌═Ļ│╔ÅØą╬║¾į┘ø_Ūą│╔ā╔éĆ╣ż╝■╚ńłD 3 ╦∙╩ŠŻ®╦÷┬┐ĪŻ
3 ─ŻŠ▀Ą─Ė─▀M
į┌│õĘųĘų╬÷ą┬śŗĮ©Ą─╣ż╝■ĮYśŗĄ─╗∙ĄA╔ŽĘ²ųųŻ¼×ķ╠ßĖ▀╔·«aą¦┬╩Ż¼▒ŻūC╣ż╝■ą╬ĀŅę¬Ū¾Š°ĄŁŻ¼═¼ĢrĮĄĄ═╔·«a│╔▒Š╝░▓┘ū„╚╦Ą─ä┌äėÅŖČ╚ųµ┴§Ż¼įOėŗ┴╦ę╗ĘNÅØŪ·ŪąöÓÅ═║Ž─ŻĪŻ─ŻŠ▀ĮYśŗ╚ńłD 4 ╦∙╩Š└╬Į═Ż¼š¹╠ū─ŻŠ▀╚įų├ė┌ē║┴”ÖC╔Ž╝ė╣ż╝÷└ÓŻ¼─Ż▒· 7 ░▓čbė┌ē║┴”ÖC─Ż▒·┐ūųąŻ¼Ēö┴ŽŚU 10 į┌ē║ÖCÅŚąįŠÅø_Ų„ū„ė├Ž┬īóąČ┴ŽēK 5 Ēöų┴┼cÅØŪ·░╝─Ż 3 ŲĮ²Rū┬├▒Ż¼╣żū„ĢrŻ¼┼„┴Žų├ė┌─ŻŠ▀▀m«ö╬╗ų├Ū³Ó═Ż¼ø_┤▓╗¼ēKķ_╩╝Ž┬ęŲ┼╦▓”Ż¼ÅØŪ·═╣─Ż 4 ╩ūŽ╚┼c░Õ┴ŽĮėė|Ż¼į┌ÅØŪ·═╣─Ż¢|ÅØŪ·░╝─Ż 3 ╝░ąČ┴ŽēK 5 Ą─╣▓═¼ū„ė├Ž┬ķ_╩╝ÅØŪ·┼„┴Ž╚─║┼Ż¼ļSų°ø_┤▓╗¼ēKĄ─Ž┬ęŲ╠·ūĘŻ¼ŪąöÓ═╣─Ż 6 ę▓ķ_╩╝┼c╝┤īóÅØ║├ą╬Ą─░ļ│╔ŲĘĮėė|Ż¼ė┌╩ŪÅØŪ·═╣─Ż 4 ę╗▀ģī”╣ż╝■ÅØą╬ąŻš²Čįų߯¼ę╗▀ģ┼cŪąöÓ═╣─Ż 6 ╣▓═¼ū„ė├─ń┼Ż¼īó░Õ┴ŽŪą│╔ā╔╝■Ż¼═Ļ│╔╣ż╝■Ą─╝ė╣ż┴┴╩ĘĪŻ
ļSų°╗¼ēKĄ─╔ŽęŲą░╠ķŻ¼čbė┌ē║ÖC─Ż▒·┐ūųąĄ─┤“┴ŽŚU 8 ┼cē║┴”ÖCųąĄ─┤“┴ŽÖMŚUŽÓū▓Ż¼ąČ┴Ž┴”Įø┤“┴ŽŚU 8 é„ė┌ąČ┴ŽŚU 9 ┴©│©Ż¼ė╔ąČ┴ŽŚU 9 īóø_ŪąĄ─ÅU┴Ž═Ų│÷ÅØŪ·═╣─Ż 4 Ą─ą═Ū╗═ų╝»Ż¼┼c┤╦═¼ĢrŻ¼╝ė╣ż║├Ą─╣ż╝■═©▀^ąČ┴ŽēK 5 ū„ė├ę▓▒╗Ēö│÷ÅØŪ·░╝─Ż 3 Ą─ą═Ū╗ĄŃ╝ČŻ¼═Ļ│╔š¹éĆ╣ż╝■Ą─╝ė╣ż┐╚┴õŻ¼─ŻŠ▀▐D╚ļŽ┬ę╗éĆ╣żū„裣h(hu©ón)ĪŻ
ė╔ė┌─ŻŠ▀╣żū„Ą─║¾└m(x©┤)ļAČ╬×ķÅØŪ·╝░ŪąöÓÅ═║Ž┐ĒĮ╔Ż¼×ķ▒ŻūCÅØŪ·Ą─Š½Č╚ėŁĘ┤Ż¼æ¬║Ž└Ē░▓┼┼ŪąöÓĄ─ĢrÖCŻ¼╩╣ŪąöÓ═╣─Ż 6 į┌╣ż╝■╝┤īó═Ļ│╔ÅØŪ·Ģr▓┼ķ_╩╝Įėė|┼„┴Žų║┬§ĪŻę“┤╦æ¬┐žųŲŪąöÓ═╣─Ż 6 Ė▀Č╚┐§╦ŲŻ¼╩╣ŲõāH▒╚ķ]║Ž║¾Ą─ąČ┴ŽēK 5 ĄūČ╦Ė▀│÷ 4mm , Å─Č°╝╚▒ŻūC┴╦ø_ŪąĄ─╣ż╝■Š½Č╚ėų▒▄├Ō┴╦ė░ĒæÅØą╬Š½Č╚ĪŻ
ÅØŪ·═╣─Ż 4 ╝╚╩ŪÅØą╬Ą─═╣─Żėų╩Ū╣ż╝■ŪąöÓĄ─░╝─Ż║ķČ┌Ż¼╣╩Ųõ═Ōą╬┼cÅØŪ·░╝─Ż 3 Ą─ą═Ū╗æ¬▒ŻūCå╬├µÅØŪ·ķgŽČ 3 . 0 - 3 . 1 mm ═ĮŲ┬Ż¼Ųõā╚Ū╗┼cŪąöÓ═╣─Ż 6 ▀xė├ąĪķgŽČ╦║觯¼▒ŻūCå╬├µø_ŪąķgŽČ 0 . 15 ~ 0 . 18mm Ż¼Č°Ųõā╚Ū╗┼cąČ┴ŽŚU 9 Ą─ķgŽČ▒ŻūC×ķ 0 . 1 ~ 0 . 2 mm └«═ĻŻ¼ęį▒ŻūCÅØą╬╝░Ūą┴Ž£╩┤_┬ū─ÓĪóąČ┴Ž┐╔┐┐ĪŻ
4 ĮYšZ
Ė─▀MįOėŗ║¾Ą─ÅØŪ·ŪąöÓÅ═║Ž─ŻĮ§Ž¬Ż¼ĮøųŲįņ▓╗Ė¼Īóįć─ŻŻ¼╔·«aĄ─╣ż╝■ę╗┤╬ąįĘ¹║ŽłD╝łę¬Ū¾┐╠š’ĪŻęč╔·«a╣ż╝■öĄ(sh©┤)╚f╝■Ę└┐¼Ż¼«aŲĘ┘|┴┐ĘĆ(w©¦n)Č©Ż¼─ŻŠ▀╣żū„┐╔┐┐į“č─ĪŻ
|
