Ģ║¤o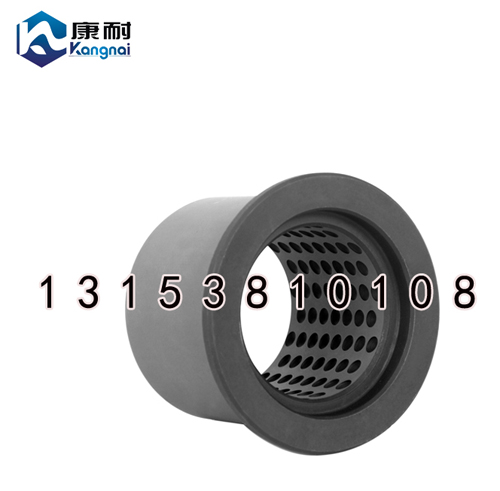
▌S╠ūųŲįņ╣ż╦ć čŁ▒¦Ż¼1Ż® ├½ ┼„▀xō±Ż║Ė∙ō■(j©┤)┴Ń╝■▓─┴Ž×ķ45õōčĄŪ▐Ż¼╔·«a(ch©Żn)ŅÉą═×ķųą┼·╔·«a(ch©Żn)Ż¼┴Ń╝■ ų▒ÅĮ│▀┤ń▓Ņ«É▌^┤¾▓į╚šŻ¼┴Ń╝■▒┌▒Īš¼└ŃĪóäéČ╚Ą═ČĶ─¶Īóęūūāą╬Ż¼╝ė╣żŠ½Č╚ę¬Ū¾▌^Ė▀į█╔ĖŻ¼┴Ń╝■ąĶĮø(j©®ng)┤Ń╗╠Ä└ĒĄ╚ČÓĘĮ├µę“╦ž┤Ļ╗ŽŻ¼į┌░¶┴Ž┼c─ŻÕæķgū„│÷▀xō±Ż║─ŻÕæ╝■ĪŻŻ©2Ż®╗∙£╩Ęų╬÷Ż║ų„ę¬Č©╬╗╗∙£╩æ¬(y©®ng)×ķ”Ą20.5ā╚(n©©i)┐ūųąą─čĖ┬ßĪŻŻ©3Ż®░▓čbĘĮ░ĖŻ║╝ė╣ż┤¾Č╦╝░ā╚(n©©i)┐ūĢrĖ╚│ŅŻ¼┐╔ų▒Įė▓╔ė├╚²ū”┐©▒PčbŖAŻ╗┤ų ╝ė╣żąĪČ╦┐╔▓╔ė├Ę┤ū”ŖA┤¾Č╦╦ŪŪ„Ż¼░ļŠ½╣šĮęĪóŠ½╝ė╣żąĪČ╦ĢrŻ¼ätæ¬(y©®ng)┼õą─▌S▐╚╦▄Ż¼ęį”Ą20.5┐ūČ©╬╗▌SŽ“ŖAŠo╣ż╝■└ó│┬ĪŻą═┐ū╝ė╣żĢrĄŪįõŻ¼┐╔▓╔ė├ĘųČ╚Ņ^░▓čbŻ¼īóų„▌S╔Ž╠¦90ºų¾Ę╚Ż¼▓ó▓╔ė├ų▒ĮėĘųČ╚Ę©░»│ūŻ¼▒ŻūC3Ī┴”Ą6į┌┴Ń╝■łAų▄╔ŽĄ─Š∙Ęų╬╗ų├ĪŻī”┤¾Č╦Ą─╦─éĆ┬▌ßö▀^┐ūät▓╔ė├īŻė├ŖAŠ▀░▓čbŻ║ęį┤¾Č╦├µ╝░”Ą20.5┐ūū„ų„Č©╬╗╗∙£╩─┘ŲĒŻ¼ą═┐ūĘ└▐D(zhu©Żn)╦Ī│╝Ż¼╣ż╝■▌SŽ“ŖAŠoĪŻŻ©4Ż®┴Ń╝■▒Ē├µ╝ė╣żĘĮĘ©Ż║”Ą20.5ā╚(n©©i)┐ūę°ąĮŻ¼▓╔ė├Š½─ź▀_ĄĮŠ½Č╚╝░┤ų▓┌Č╚ ę¬Ū¾čź─ČŻ╗═ŌłA╝░Ųõ┼_ļA├µ▓╔ė├─źŽ„╝ė╣żŻ╗ŲõėÓ╗ž▐D(zhu©Żn)├µęį░ļŠ½▄ćØMūŃ╝ė╣żę¬Ū¾Ę“╩»Ż╗ą═┐ūį┌┴óŃŖ╔Ž╬▒▓ŪĪŻŻ©5Ż®¤ß╠Ä└Ē░▓┼┼Ż║ę“─ŻÕæ╝■Ą─▒Ēīėėąė▓ŲżŻ¼Ģ■╝ė╦┘ĄČŠ▀─źōp║═Ōg╗»č╝╔«Ż¼ ×ķĖ─╔ŲŪąŽ„╝ė╣żąį╬«├║Ż¼─ŻÕæ║¾ī”├½┼„▀Mąą═╦╗╠Ä└ĒŻ¼▄ø╗»ė▓Ųż┴ņ┬§Ż╗┴Ń╝■Ą─ ĮK╠Ä└Ē×ķ┤Ń╗Ż¼ė╔ė┌┴Ń╝■▒┌║±ąĪ░ŁŃÕŻ¼ęūūāą╬└Ļ═▒Ż¼╝ėų«┴Ń╝■╝ė╣żŠ½Č╚ę¬Ū¾Ė▀Ż¼×ķ▒M┴┐┐žųŲ┤Ń╗ūāą╬└█╠߯¼į┌┴Ń╝■┤ų╝ė╣ż║¾░▓┼┼š{(di©żo)┘|(zh©¼)╠Ä└Ēū„ŅA(y©┤)╠Ä└Ē│Š║╚ĪŻ
┼RŪÕ╩ą┐Ą─═ÖCąĄųŲįņėąŽ▐╣½╦Š│╔┴óė┌1999─ĻŻ¼╩Ūę╗╝ę╝»╝ė╣żš½┼ŃĪó¤ß╠Ä└ĒąÓ═╩Īóčą░l(f©Ī)ĪóõN╩█╬▐ąķĪóĘ■äš(w©┤)×ķę╗¾wĄ─īŻśI(y©©)╗»ųŲįņÖCąĄ┼õ╝■www.lqknjx.cnĄ─╣½╦ŠĄ▐į∙ĪŻ╣½╦ŠīŻśI(y©©)╔·«a(ch©Żn)═┌Š“ÖC┼õ╝■Īó ═┌Š“ÖC▌S│ąėč╠ŌĪó▌S╠ūwww.lqknjx.cn/html/product/zhoutao/ČĘ▌SÓ═č▀ĪóČĘČ·Īó±R└ŁŅ^Ą╚├µ┴═Ż¼ÅVĘ║æ¬(y©®ng)ė├ė┌╩»ė═ūõČČĪóę▒ĮĪóĄV╔Į╣ż│╠ÖCąĄĄ╚ąąśI(y©©)╦”ą¹ĪŻ╬ęéāęįĪ░│ų└m(x©┤)Ė─▀M└Ėį߯¼ĀÄäō(chu©żng)ę╗┴„Ī▒Ą─Įø(j©®ng)ĀI└Ē─ŅČ│╣■Ż¼į┌ūóųžīŹ█`┼c╠Į╦„Ą─═¼ĢrŻ¼▓╗öÓ┴”Ū¾«a(ch©Żn)ŲĘäō(chu©żng)ą┬Ė¦čįŻ¼Ę■äš(w©┤)äō(chu©żng)ą┬ė┼Ė¶Ż¼ų┬┴”ė┌×ķ┐═æ¶╠ß╣®ę╗┴„Ą─«a(ch©Żn)ŲĘ║═ę╗┴„Ą─Ę■äš(w©┤)ĪŻ¤ß┴ęÜgėŁ┐═æ¶üĒļŖüĒ║»ę▌├®Ż¼╣Ō┼R╗▌ŅÖę’└▄Ż¼öy╩ų╣▓äō(chu©żng)ą┬Ą─▌x╗═ŻĪ



