żX›Ü›ÜżXďpāŻĶń–g(sh®ī)’Zň’ļ›°ĘŐō’ųļÕ‘≠“Ú
UDC 62.833 : 001.4
GB 3481-83
Īĺėň(bi®°o)ú (zh®≥n)ěťšďŌņ«ļ°ĘŤTŤFļÕ„~ļŌĹūżX›ÜĶń“Ľį„ďpāŻ–Õ ĹŐŠĻ©Ĺy(t®Įng)“ĽĶń–g(sh®ī)’Z’™–ő°£Īĺėň(bi®°o)ú (zh®≥n)łų‘~ólƶďpāŻĶńŐō’ųļÕ‘≠“ÚĶńĒĘ Ųō‘ŌŘ£¨ «ěťŃň’f√ųłų–g(sh®ī)’ZĶńļ¨ŃxļÕŤbĄeďpāŻĶńÓź–ÕĻ¶įĪ°£
Īĺėň(bi®°o)ú (zh®≥n)≤Ľ◊ųěťżX›Ü «∑Ů ß–ßĶńŇ–ďĢ(j®ī)°£łĹšõA ÷–ňýŃ–Ķń”–ÍP(gu®°n)ďpāŻĶńƶ≤ŖŅĮ–ł£¨÷Ľ «“Ľį„–‘Ķń÷łĆß(d®£o)ú (zh®≥n)Ąt’‚Ľ°£¨“Úěťń≥“ĽżX›ÜŐō∂®ďpāŻ–Õ ĹĶńŇ–ĄeļÕƶ≤Ŗ–Ť“™”–Ć£ťTĶńĹõ(j®©ng)ÚěļÕ∑÷őŲ—–ĺŅ£¨Ļ ≤ĽĆŔ”ŕĪĺėň(bi®°o)ú (zh®≥n)∑∂áķ–ť—ī°£
ƶ”ŕ∆šňŻ≤ńŔ|(zh®¨)ļÕń≥–©Őō ‚ĶńżX›Üō“ņň£¨∆š›ÜżXĶńďpāŻ–Õ Ĺ£¨Ņ…īů÷¬ĶōÖĘ”√Īĺėň(bi®°o)ú (zh®≥n)ĶńŌŗÍP(gu®°n)É»(n®®i)»›…ļ–Ń°£
1 ń•ďpwear
ń•ďp «‘ŕáßļŌāųĄ”Ŗ^≥Ő÷–—ŃŇŽ£¨›ÜżXĹ””|ĪŪ√ś…ŌĶń≤ńŃŌń¶≤ŃďpļńĶń¨F(xi®§n)Ōů°£
1.1 ›pőĘń•ďpPolishing
›pőĘń•ďp «“Ľ∑NŌŗģĒ(d®°ng)召żĶńń•ďp¨F(xi®§n)Ōů’Ō∂…°£Ĺ””|ĪŪ√ś…ŌĶńőĘÕĻ–›÷ūĚuń•∆ĹĪ®įł£¨÷ĪĶĹ≥Ų¨F(xi®§n)∑«≥£Ļ‚Ľ¨ĶńĪŪ√śěť÷Ļ°£
ąDl ›pőĘń•ďp
ôC‹áżX›Üł›įņ£¨m=12mm łß“ĺ£¨≤ńŃŌ20CrMnTi ≤ĺŌŤ£¨ĚBŐľī„ĽūHRC58°ę62 £¨Ļ§◊ų8000 –°ērļůżX√ś»ÁÁR√śė”Ļ‚ŃŃ∆ĹĽ¨∆įĪ¶°£
Õ®≥£∂Ĺį–£¨›ÜżX”…”ŕĹ””|ĪŪ√śĶńī÷≤ŕ∂»ŇcĚôĽ¨”Õ’≥∂»°ĘżX√śĻ§◊ųňŔ∂»őś≥ľ°ĘĻ§◊ų›dļ…÷ģťg≤ĽŌŗ∆•Ňš£¨‘ž≥…Źó–‘ŃųůwĚôĽ¨”Õń§ļŮ∂»≤ĽČÚĶň–«£¨Ćß(d®£o)÷¬żX√śőĘÕĻůw∑Ś≤ŅĪĽľŰ«–ĶŰĽÚń≥∑Nň‹–‘◊É–őĪ§ŐÕ£¨ ĻĻ§◊ųżX√śőĘÕĻůw÷ūĚuń•∆Ĺ£¨ī÷≤ŕ∂»÷ūĚu◊É–°ŇŔŐŘ°£
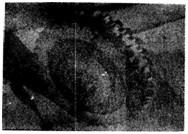
1.2 ÷–Ķ»ń•ďpModerate Wear
÷–Ķ»ń•ďp «“Ľ∑NĪ»›^≥£“äĶńń•ďp¨F(xi®§n)Ōů»™—š£¨ňŁŅ…īś‘ŕ”ŕżX›ÜāųĄ”Ķń’ŻāÄ‘O(sh®®)”čČŘ√Ł∆ŕÉ»(n®®i)£ģ÷–Ķ»ń•ďpĶńżX›Ü£¨ĻĚ(ji®¶)ĺÄ…ŌŌ¬żX√ś…ŌĶń≤ńŃŌ∂ľ”–“Ľ∂®“∆ ßŅęńĹ°ĘŽxŌŗƶīŽĄ”ňŔ∂»ěťŃ„Ķń÷ŮĺÄ”ķŖhÕ§–ů£¨ń•ďpŃŅ”ķīů£ģ‘ŕīňĻĚ(ji®¶)ĺÄőĽ÷√…Ō£¨÷ūĚu≥ ¨F(xi®§n)≥Ų“ĽólĹŁ”ŕŖBņm(x®ī)ĶńĺÄ”≠¬Ī°£
ąD2 ÷–Ķ»ń•ďp
ôC‹áżX›Üň©Õ“£¨m£Ĺ10mm£¨≤ńŃŌ20CrMnTiőŌ…¶£¨ĚBŐľī„ĽūHRC58°ę62ĺĘ√Í£¨Ļ§◊ų7000 –°ēr“‘…Ō£¨żX√ś…ŌĻĚ(ji®¶)ĺÄłĹĹŁŅ…“ä“Ľól√ųÔ@ĶńŖBņm(x®ī)ĺÄ’Ń∆ŗ£¨…ŌżX√ś”–›pőĘĶńń•ļŘ∆łőŖ°£
”…”ŕĻ§◊ųňŔ∂»°Ę›dļ…∑žŃš°Ęúō∂»īŇņŅ°ĘĚôĽ¨Ą©–‘ń‹Ķ»∑Ĺ√śĶńŌř÷∆£¨żX›Ü≥£‘ŕŖÖĹÁĚôĽ¨ĽÚŔţŖÖĹÁĚôĽ¨Ķń†ÓĎB(t®§i)Ō¬Ļ§◊ųŃ÷√Ľ£ĽĚôĽ¨ŌĶĹy(t®Įng)÷–…ŔŃŅĶńőŘ»ĺŽsŔ|(zh®¨)ňŇÕ§£¨∂ľŅ…ń‹“ż∆ū÷–Ķ»ń•ďp°£
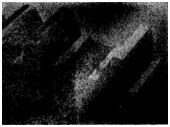
1.3 Ŗ^∂»ń•ďpExce : sive Wear
Ļ§◊ųżX√ś≤ńŃŌīůŃŅń•Ķ۬…ņį£¨żXņ™–ő†Ó∆∆Čń√Í◊Ĺ£¨ń•ďp¬ ļ‹łŖ£¨żX›ÜĆĘŖ_≤ĽĶĹ∆š‘O(sh®®)”čČŘ√Ł£ģĻĚ(ji®¶)ĺÄłĹĹŁ”–ērįťŽSŁcőgľ≠Ľ◊£¨≥£Ćß(d®£o)÷¬áņ(y®Ęn)÷ō‘Ž¬ēļÕŌĶĹy(t®Įng)’ŮĄ”∑’¬Í£¨◊ÓĹK ĻżX›Ü≤Ľń‹’ż≥£Ļ§◊ų°£
ąD3 Ŗ^∂»ń•ďp
ń•ĶVôCżX›Üm=24mmőŰ÷ų£¨Ļ§◊ųżX√śáņ(y®Ęn)÷ōń•ďpűŚ…◊£¨≥Ų¨F(xi®§n)√ųÔ@ĶńŇ_ŽAĶĺŐÓ£¨żXļŮúpĪ°£¨żXņ™‘‚ĶĹ∆∆Čń–ĮŃĪ°£
ĚôĽ¨ŌĶĹy(t®Įng)ļÕ√‹∑‚—b÷√≤ĽŃľ«°Īŕ£¨”Õń§Ĺ®ŃĘ≤Ľ∆ūĀŪ£¨ŌĶĹy(t®Įng)”–áņ(y®Ęn)÷ō’ŮĄ”÷ľĹ∑°Ęõ_ďŰ›dļ…Ķ»∂ľń‹Ćß(d®£o)÷¬żX√śŖ^∂»ń•ďpŌĢÕ °£
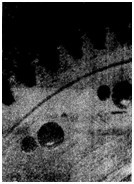
1.4ń•ľyń•ďpAbrasive Wear
›ÜżXĹ””|ĪŪ√ś…Ō—ōĽ¨Ą”∑ĹŌÚ≥£”–›^ĺýĄÚĶńólļŘ£¨Ŗ@∑N∂ŗīőń¶≤Ńģa(ch®£n)…ķĶńólļŘ“Ľį„ĺŖ”–÷ōĮBĶńŐō’ų◊Ř…ų°£
ąD4 ń•Ń£ń•ďp
∆ņtÉAĄ”—bņÔť_ ĹżXólm = 65mmĽŃ∑¬£¨”…”ŕ◊o‘ŁÓwŃ£¬š»ŽáßļŌżX√ś£¨Ćß(d®£o)÷¬żX√ś≥ ¨F(xi®§n)ĺýĄÚĶńólļŘ ĺĺ™°£
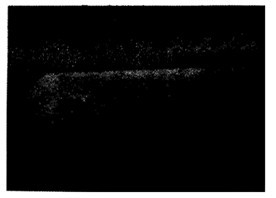
ąD5 ń•Ń£ń•ďp
ĶV…ĹŽäÁP––◊ŖôCėč(g®įu)úpňŔ∆ųżX›Üm£Ĺ24mm ļ√łŘ£¨“ÚĚôĽ¨”Õ÷–Ķńń•ŃŌĆß(d®£o)÷¬żX√ś≥ ¨F(xi®§n)ĄÚ≤ľĶńólļŘ°£
¬š‘ŕĻ§◊ųżX√śťgĶńÕ‚≤ŅÓwŃ£√◊∑££¨∆ū÷Ýń•Ń£◊ų”√ĺŻ–ŕ£¨“ż∆ūń•Ń£ń•ďp°£ń•Ń¬ľ‘Ů£Ņ…“‘ «żX›ÜļÕ›S≥–Ķ»Ń„ľĢ“ÚďpāŻģa(ch®£n)…ķĶńÓwŃ£įőņ≥°ĘļłĹ”ÔwěRőÔ°Ę—űĽĮ∆§įĮĹŖ°ĘšPőgőÔĪś≥Ť°Ę–Õ…įļÕ∆šňŻÓźň∆ĶńĹūĆŔļÕ∑«ĹūĆŔőÔ°£Ŗ@∑Nń•ďp≥£”…”ŕ–¬żX›Ü—b÷√Ň‹ļŌļůőī”Ť«ŚŌī“‘ľį∆šňŻ‘≠“Ú Ļ?ji®¶)ôĽ¨”ÕĪĽőŘ»ĺ∂Ý‘ž≥…į∆—Ý°£Ć¶”ŕť_ ĹāųĄ”ÕŚÚý£¨ń•Ń£ń•ďpłŁěťáņ(y®Ęn)÷ō°£
1.5 łĮőgń•ďpCorrosive Wear
Ŗ@ «“Ľ∑N“‘ĽĮĆW(xu®¶)łĮőg◊ų”√ěť÷ųů¶∑Ń°Ę≤Ęįť”–ôC–Ķń•ďpĶń›ÜżXďpāŻ–Õ Ĺ£ģżX√ś…Ō≥ ¨F(xi®§n)ĺýĄÚ∑÷≤ľĶńłĮőg¬ťŅ”∂ŤĽś£¨Ļ§◊ųżX√ś—ōĽ¨Ą”∑ĹŌÚ≤Ęįť”–ń•őgļŘŘE°£
ąD6 łĮőgń•ďp
żX›ÜĪŪ√ś∆’’x≥ ¨F(xi®§n)√ųÔ@ĶńĽĮĆW(xu®¶)łĮőg¬ťŁcńÕŖī£¨Ļ§◊ųżX√śłĮőgļůń•ďpůį«ý£¨żX–őłń◊É°£
ŖM»ŽĚôĽ¨Ą©÷–ĶńĽÓ–‘≥…∑÷ļÕ›ÜżX≤ńŃŌįl(f®°)…ķĽĮĆW(xu®¶)ļÕŽäĽĮĆW(xu®¶)∑īĎ™(y®©ng)¬ľ∂∂£¨“ż∆ūżX√śłĮőg£ģ”…”ŕń¶≤ŃĽÚõ_ňĘ◊ų”√∂Ý ĻőgįŖĪĽń• ߼Úõ_ĶŰń–Ňś£¨–ő≥…łĮőgń•ďp£ģ‘ŕłŖúōēr£¨ėOČļŐŪľ”Ą©ēĢ–ő≥…∑«≥ŃĹļÚ£ĽÓĚäĶńłĮőgĄ©∂Ý«÷őgżX√ś£ģĻ§ňáŖ^≥Ő÷–öąŃŰ”ŕżX√ś…ŌĶń≤ĽņŻĹťŔ|(zh®¨)“≤ēĢ“ż∆ūłĮőgń•ďp÷Õ∆Ł°£
1.6 ńzļŌScoring
ńzļŌ «ŌŗáßļŌżX√śĶńĹūĆŔ£¨‘ŕ“Ľ∂®ČļѶŌ¬÷ĪŔŔ”|įl(f®°)…ķ’≥÷Ý£¨Õ¨ērŽS÷ÝżX√śĶńŌŗƶŖ\Ą”∑‹Õņ£¨ ĻĹūĆŔŹńżX√ś…Ōňļ¬š∂Ý“ż∆ūĶń“Ľ∑Náņ(y®Ęn)÷ō’≥÷Ýń•ďp¨F(xi®§n)ŌůťŌ√Ļ°£łýďĢ(j®ī)“Ľ∂®Ļ§◊ųólľĢŌ¬’≥÷ÝłŇńÓĶńÉ»(n®®i)ļ≠Őō’ų≤ĽÕ¨£¨ńzļŌŅ…”–üŠĎ™(y®©ng)ļŌŇcņšńzļŌ÷ģ∑÷“ōĹĮ°£üŠńzļŌÕ®≥£ «”…”ŕáßļŌŐéĺ÷≤ŅŖ^üŠĆß(d®£o)÷¬É…Ĺ””|żX√śĹūĆŔ»ŕļł∂Ý’≥÷Ý–’∑š£¨∂ÝņšňťļŌń»ēě”…”ŕáßļŌŐéĺ÷≤ŅČļѶļ‹łŖ°Ę«“ňŔ∂»ĶÕ∂Ý ĻÉ…Ĺ””|ĪŪ√śťgĪŪ√śń§ĪĽīŐ∆∆∂Ý’≥÷Ý“ĹĶű°£żX√śģa(ch®£n)…ķüŠńzļŌĶń≤ŅőĽ≥£≥ ¨F(xi®§n)Ŗ^üŠŐō’ų£®ĽōĽū…ę£©«ģ¬ż£¨∂ÝņšńzļŌ≥£‘ŕżX√ś…Ōĺ÷≤Ņįl(f®°)…ķ°£
1.6.1 ›pĽ’ńzļŌSlightscoring
›pőĘńzļŌ≥£≥ ¨F(xi®§n)ěť‘ŕŅŅĹŁżXŪĒĽÚŅŅĹŁżXłýĶńżX√ś…Ō—ōĽ¨Ą”∑ĹŌÚėO›pőĘ∂Ýľö√‹ĶńāŻļŘ£®“ĽólįĶéߣ©«šŐ√£¨”–ēr“™ĹŤ÷ķ◊”Ô@őĘÁR≤Ňń‹“äĶĹ∆š’≥÷ÝļŘŘEŐ≤◊÷°£
ąD7 ›pőĘńzļŌ
łŖňŔżX›ÜāÉm£Ĺ3.7mm£¨ĚBŐľī„ĽūHRC> 62”ýÕŐ£¨żX√śŪĒ≤Ņ≥ ¨F(xi®§n)›pőĘńzļŌĶńįĶéß°£
Ŗ@∑NďpāŻŅ…ń‹ «”…◊”‘ŕŖ\řD(zhu®£n)≥ű∆ŕŌŗáßļŌżX√śĶńĚôĽ¨ólľĢŇcĻ§◊ų«ťõr≤Ľ…űÖf(xi®¶)’{(di®§o)ņžŇļ£¨Ķę≤ńŔ|(zh®¨)ólľĢ›^ļ√∂Ý‘ž≥…ĶńŐ’÷ť£¨ňŁ“≤Ņ…ń‹ «”…”ŕ›pőĘł……ś∂Ý“ż∆ūĶń°£
6.2 ÷–Ķ»ńzļŌModerate Scoring
Ŗ@∑NďpāŻĪŪ¨F(xi®§n)읛ܿXĶńżXŪĒ≤ŅŌŪ≥ģ°ĘżXłý≤Ņ◊Š∑Ő£¨ěť√ųÔ@°£Ŗ@∑NńzļŌĶńólľy›^ľö›^ú\–ĻŅ¨°£
ąD8 ÷–Ķ»ńzļŌ
żXŪĒ≤Ņ≥ ¨F(xi®§n)ľö∂Ýú\ĶńńzļŌólľy ķ√∂°£
żX›ÜáßļŌŐéĶńĺ÷≤ŅŖ^łŖúō∂»∂Ý Ļ?ji®¶)ôĽ¨”Õń§∆∆Ń— «ģa(ch®£n)…ķŖ@∑NďpāŻĶń÷ų“™ólľĢ°£
1.6.3 ∆∆Čń–‘ńzļŌDestructive scoring
—ōĽ¨Ą”∑ĹŌÚ≥ ¨F(xi®§n)√ųÔ@Ķń’≥ňļúŌļŘ£ģ’ŻāÄżX√ś”»∆š «żXŪĒ≤Ņ”–√ųÔ@Ķń≤ńŃŌ“∆ ßŘEŌů√ŖĽń£¨ŌŗƶĽ¨Ą”ňŔ∂»ěťŃ„ĶńĻ§◊ųĻĚ(ji®¶)ĺÄ√ųÔ@¬∑Ļų£¨żXņ™é◊ļűÕÍ»ęößČń£¨’ŮĄ”‘Ž¬ē‘ŲīůĪ°≥∆£¨żX›Üļ‹Ņž ß–ßŇ Ķū°£
ąD9 ∆∆Čń–‘ńzļŌ
ôCī≤żX›Üm=5mm,≤ńŃŌ20Cr £¨ĚBŐľī„ĽūHRC58°ę62 ō§÷“£¨“Úáņ(y®Ęn)÷ō»Ī”Õ‘ž≥…żX√ś∆∆Čń–‘ńzļŌ“™ļŔ£¨żXŪĒ≤ŅńzļŌúŌļŘłŁěť√ųÔ@°£
ąD10 ∆∆Čń–‘ńzļŌ
÷ťĻ‚ůw«ÚńęŤTŤFżX›ÜŐĻÕ∆£¨m=5mmĽÚ«Ľ£¨“Úáņ(y®Ęn)÷ōŖ^›d‘ž≥…żX√ś∆∆Čń–‘ńzļŌ£¨Ļ§◊ųżX√ś≤ńŃŌáņ(y®Ęn)÷ō“∆ ß…√“ĺ£¨ĻĚ(ji®¶)ĺÄ√ųÔ@Ņ…“äőĶĪ„°£
Ŗ@∑NďpāŻ «”…”ŕĚôĽ¨≤Ľ≥š∑÷£¨Ļ§◊ųúō∂»Ŗ^łŖÕ„ů¨°ĘżX√śĹ””|Ď™(y®©ng)ѶĽÚňŔ∂»Ŗ^łŖĶ»‘≠“Ú“ż∆ūĶńŖ^üŠňý‘ž≥…∆Šľ °£
1.6.4 ĺ÷≤ŅńzļŌLocalized Scoring
‘ŕ–ő√≤…ŌňŁŇc÷–Ķ»ńzļŌ”–Ōŗň∆÷ģŐéŌż…ļ£¨ĶęÉHįl(f®°)…ķ”ŕŌŗĹ””|żX√śĶńĺ÷≤ŅÖ^(q®Ī)”Ú…Ō£¨≤Ę≤Ľ—ōŌŗĹ””|Ķń»ę≤ŅżX√ś—”…žľťĽ„°ĘĒU’Ļ ©∑Ż°£
ąD11 ĺ÷≤ŅńzļŌ
ļĹŅ’łŖňŔżX›Üm=3mm£¨≤ńŃŌ12CrZNi4A ņř’“£¨ĪŪ√śĚBŐľHRC > 62 īŃŃŖ£¨‘ŕżXŪĒ≤Ņ÷–≤Ņĺ÷≤ŅÖ^(q®Ī)”Úįl(f®°)…ķńzļŌ°£
ąD12 ĺ÷≤ŅńzļŌ
ļĹŅ’łŖňŔżX›Üm= 3mmĻŠŌ—£¨≤ńŃŌ12CrZNŖ^AŐżŅř£¨ĪŪ√śĚBŐľī„ĽūHRC>62£¨‘ŕżX√śńzļŌÖ^(q®Ī)”Ú…ŌĮBľ””–√ųÔ@Ķńĺ÷≤ŅńzļŌāŻļŘŐŃŲ®°£
Õ®≥£ĺ÷≤ŅńzļŌ «”…”ŕ›dļ…ľĮ÷–‘ž≥…Ķń¬ĹŇŐ°£›dļ…ľĮ÷–Ņ…ń‹ «‘O(sh®®)”č≤ĽģĒ(d®°ng)“ż∆ūĶń£¨“≤Ņ…ń‹ «÷∆‘ž’`≤Óį‹√ų°Ęį≤—b’`≤Ó∑Šł„°ĘÕ‚›dļ…“ż∆ūĶń∆ę–ĪĽÚżX√ś≤ĽĺýĄÚņšÖs–ő≥…Ķń°£‘ŕĻń–őżX÷–ňŌĻ∑£¨ģĒ(d®°ng)Ļń–őŃŅŖ^īůēr÷…’°£¨‘ŕÕĻ∆ū≤Ņ∑÷…Ō“≤ēĢ–ő≥…›dļ…ľĮ÷–∂Ý“ż∆ūĺ÷≤ŅńzļŌ°£żX›ÜüŠŇÚ√õ≤ĽĺýĄÚ“≤ēĢ–ő≥…ÕĻ∆ū–ßĎ™(y®©ng)∂ÝĆß(d®£o)÷¬›dļ…ľĮ÷–Ōű’Ę£¨”»∆šżXĆí›^īůērÕķįߣ¨żX›ÜĶń÷–≤ŅĪ»É…∂ňúō…żłŖ°ĘüŠŇÚ√õŃŅīůŇūĶ≤£¨Ŗ@∑N√ę≤°“◊”ŕ≥Ų¨F(xi®§n)–Ű≥Į°£
2 żX√ś∆£ĄŕSurface Fatigue
żX√ś∆£Ąŕ «”…ĪŪ√śĽÚīőĪŪ√śĶń∆£ĄŕŃ—ľyĒU’Ļ∂Ý≥…Ķń“Ľ∑NżX√śďpāŻ£¨ňŁ»°õQ”ŕŌŗáßļŌżX√śĶńĹ””|Ď™(y®©ng)ѶļÕĎ™(y®©ng)Ѷ—≠≠h(hu®Ęn)īőĒĶ(sh®ī)įśĺÓ°£
żX√ś∆£ĄŕŃ—ľy≥£≥ ¨F(xi®§n)ěť≤Ľ“é(gu®©)ĄtĶńľöĺĆÓň∆ĺł°£∆£ĄŕŃ—ľyĒU’ĻĶńĹY(ji®¶)ĻŻ£¨ ĻżX√śĹūĆŔ√﬚∂Ý–ő≥…įľŅ”į‹–ż°£Ŗ@–©įľŅ”Ķńīů–°¬ľ«–£¨“ē≤ńŃŌ–‘ń‹°Ę›dļ…īů–°Ķ»“Úňō∂Ý∂®» Ѩ°£Ŗ@–©įľŅ”ņ∂Ĺ«£¨”–Ķń≤Ľ‘ŔĒU’Ļ£¨”–ĶńĄt≤ĽĒŗĒU’Ļ∂ÝŖB≥…“Ľ∆¨∑Ļ∂¨°£
2.1 ŁcőgPitting
ňŁ «“Ľ∑NżX√ś≥ ¬ťŁc†ÓĶńżX√ś∆£ĄŕďpāŻ Ļ∂ž°£
2.1.1 ‘Á∆ŕŁcőgInitial Pitting
≥Ų¨F(xi®§n)Ķń¬ťŁc“Ľį„›^–°°ĘĒĶ(sh®ī)ńŅ≤Ľ∂ŗ£¨≥£įl(f®°)…ķ‘ŕĺ÷≤ŅŖ^łŖĎ™(y®©ng)ѶÖ^(q®Ī)Ľľ÷ž°£żX√śŇ‹ļŌļů¬≥ŃŇ£¨Ĺ””|Ď™(y®©ng)ѶŕÖŌÚĺýĄÚ£¨¬ťŁc≤Ľ‘Ŕņ^ņm(x®ī)ĒU’Ļ≤√ŐŁ°£»ÁĻŻ‘Á∆ŕŁcőgĶńŁcőgŅ”√ś∑e‘ŕĻ§◊ųżX√ś…Ō’ľĶńĪ»ņżŖ^īůĪý…≥£¨ĺÕēĢįl(f®°)’Ļ≥…ěť∆∆Čń–‘Łcőg°£
ąD13 ‘Á∆ŕŁcőg
ī¨≤įżX›Üm=5mm÷īļÁ£¨≤ńŃŌ40Cr”≤∂»HB255°ę280ÕōĽ”£¨›ÜżXĻ§◊ųżX√śĻĚ(ji®¶)ĺÄłĹĹŁ≥ ¨F(xi®§n)›^ľö–°Ķń¬ťŁc°£
ąD14 ‘Á∆ŕŁcőg
‘áńėżX›Üm£Ĺ5mmīŁņÝ£¨≤ńŃŌ45ŐĖšď’{(di®§o)Ŕ|(zh®¨)Ĺń∆°£¨Ŗ\řD(zhu®£n)≤Ľĺ√żX√ś≥Ų¨F(xi®§n)…ŔŃŅ¬ťŁc£¨÷Ī÷Ń—≠≠h(hu®Ęn)īőĒĶ(sh®ī)īů”ŕ107Ĺ”Ķ‚£¨¬ťŁc“≤őīĒUīůŌ“ Ů°£
Õ®≥£‘Á∆ŕŁcőg «”…”ŕŌŗáßļŌĶńżX√śŔNļŌ≤ĽŃľ‘ž≥…ĺ÷≤ŅŖ^›d∂Ý“ż∆ūĶń°£żX–ő’`≤Óįŗ”Ú°ĘżX√śįľÕĻ≤Ľ∆ĹĽÚ›Sń∑ÕŠ–ĪĶ»∂ľń‹Ćß(d®£o)÷¬Ŗ@∑NďpāŻ∂įłļ°£
2.1.2 ∆∆Čń–‘Łcőg Destructive Pitting
Ŗ@∑NŁcőgĶń¬ťŁc£¨≥£Ī»‘Á∆ŕŁcőgĶńīů∂Ý…Óň•ľĢ£¨“Ľį„ ◊Ō»≥Ų¨F(xi®§n)‘ŕŅŅĹŁĻĚ(ji®¶)ĺÄĶńżXłýĪŪ√ś…Ō£¨≤Ę«“≤ĽĒŗĒUŔMľĺī°£¨◊ÓļůĆß(d®£o)÷¬›ÜżX ß–ß…√’Ķ°£Õ®≥£∆∆Čń–‘Łcőg «”…”ŕżX√ś…ŌŖ^łŖĶńĎ™(y®©ng)Ѷ“ż∆ūĶń£¨ŽS÷ÝĎ™(y®©ng)Ѷ—≠≠h(hu®Ęn)īőĒĶ(sh®ī)Ķń‘Ų∂ŗ«ę—°£¨ĒĘŁcőg≤ĽĒŗĒU’Ļő∆Ňū£¨Źń∂ÝĆß(d®£o)÷¬Ŗ\řD(zhu®£n)≤ĽŃľļÕ‘Ž¬ē‘Ųīů°£
ąD15 ∆∆Čń–‘Łcőg
‹ąšďôCżX›Üm=16mmÕ∂ĽŐ£¨≤ńŃŌ40Cr ļÝłŅ£¨ĻĚ(ji®¶)ĺÄłĹĹŁżX√śŁcőg¬ťŅ”ĒU’Ļ£¨é◊ļűŖ_’ŻāÄżXĆí”ęĻō°£
2.2 ĄÉ¬šSpalliog
ĄÉ¬š «÷łżX√ś…ŌĶń≤ńŃŌ≥…∆¨ĄÉŽxĶń“Ľ∑N›ÜżXďpāŻ£ģĄÉ¬šŅ”Ķń–ő†Ó≤Ľ“é(gu®©)Ątł»ř»£¨“Ľį„›^ěťú\∆Ĺ£¨∂Ý«“Ī»ŁcŌxŅ”īů–©»Ő∆°°£
Ŗ@∑NďpāŻÕ®≥£∂ľ «‘ŕŖ^łŖĶńĹ””|Ď™(y®©ng)Ѷ∑īŹÕ(f®ī)◊ų”√Ō¬ľ”«ŕ£¨∆£ĄŕŃ—ľyįl(f®°)’ĻĶĹ“Ľ∂®≥Ő∂»ļůżX√ś≤ńŃŌňťŃ—∂Ý–ő≥…Ķń°£
ĄÉ¬šŅ…“‘‘ŕŁcőgŅ”ĶńŖÖĺČňťŃ—ĒUīůŖBĹ”∂Ý≥…Õ¨≤®£¨Ŗ@∑N«ťõr“Ľį„‘ŕ÷–”≤≤ńŃŌĶń›ÜżX…Ō◊Óěť≥£“äŲý√∑°£
ĪŪ√ś”≤ĽĮŐéņŪĶń›ÜżX£¨”…”ŕ≤ńŃŌ»ĪŌ›°ĘüŠŐéņŪ√ę≤°īų ¨°Ęń•ŌųŖ^üŠ“‘ľį›dļ…Ŗ^īůĶ»‘≠“Ú ĻżXĪŪĆ”ĽÚīőĪŪĆ”ĶńĎ™(y®©ng)Ѷ≥¨Ŗ^‘ďŐé≤ńŃŌĶńėOŌřĎ™(y®©ng)Ѷňŕļł£¨Ń—ľyĺÕ‘ŕĪŪĆ”ĽÚīőĪŪƔɻ(n®®i)ģa(ch®£n)…ķ°£»ĽļůŃ—ľy‘ŕĪŪƔɻ(n®®i)ĽÚ—ō÷ÝżXĪŪĆ”‹õ”≤Ŗ^∂…Ö^(q®Ī)—”…žļÕĒU’ĻňÔ√…£¨żX√śĹūĆŔĪĽČļňť≥ ∆¨†ÓĄÉ¬š∂Ý–ő≥…ĄÉ¬šŅ”ŌÓŐń£¨Ŗ@∑NĄÉ¬šďpāŻÕ®≥£“≤∑QĪŪĆ”Čļňť°£
ąD16 ĄÉ¬š
‹ąšďôC»ň◊÷żX›Ümn=33mm¬Ūņļ£¨≤ńŃŌ4oCr’ī≥ň£¨”≤∂»HB 217°ę255£¨żX√śīůČKĄÉ¬š «”…ŁcőgŅ”ňťŃ—ĒU’Ļ∂Ý≥…∑ŐņŠ°£
ąD17 ĄÉ¬š
šXŤF«ŗ„~őĀ›Üm£Ĺ20mmĹ‹łį£¨≥ ¨F(xi®§n)īů√ś∑eĄÉ¬š°£
ąD18 ĄÉ¬š
∆Ż‹áżX›Üm£Ĺ9.879mmĻ“ĻŽ£¨≤ńŃŌ20MnVBĪ„Ĺū£¨ĚBŐľī„ĽūĪŪ√ś”≤∂»HRC56°ę62£¨”…”ŕ›dļ…Ŗ^īů‘ž≥…żXĪŪ√śĹūĆŔČļňťĄÉ¬š¬÷∆∂°£
ąD19 ĄÉ¬š
ĪĺąDěťąD18 żX›Ü›ÜżXĶńĹūŌŗ‘áė”ĺ÷≤Ņ∑Ňīů∂ŌŅň£¨ľs3.5 Ī∂°£
ąD20ĄÉ¬š
∆Ż‹áżX›Üm=9.879mm÷Žűň£¨≤ńŃŌ20MnVB“÷Ń’£¨ĚBŐľī„ĽūĪŪ√ś”≤∂»HRC56°ę62£¨”≤ĽĮĆ”Ŗ^∂…Ö^(q®Ī)ĶńŃ—ľyĒU’ĻĶĹżX√ś‘ž≥…żX√ś≤ńŃŌīů∆¨√﬚»¨∂–°£
ąD21 ĄÉ¬š
ĪĺąDěťąD20 żX›Ü›ÜżXĶńĺ÷≤Ņ∑ŇīůĻŻ »£¨ľs3.5Ī∂£¨”…ąDŅ…“äŖ^∂…Ö^(q®Ī)Ń—ľyĶńĒU’Ļ«ťõr Į—ę°£
3 ň‹–‘◊É–őPlastlc Deformation
‘ŕŖ^īůĶńĎ™(y®©ng)Ѷ◊ų”√Ō¬≤ĻŅŇ£¨›ÜżX≤ńŃŌ“Ú«Ł∑Ģģa(ch®£n)…ķň‹–‘ŃųĄ”∂Ý–ő≥…żX√śĽÚżXůwĶńň‹–‘◊É–ő£ģňŁ“Ľį„∂ŗįl(f®°)…ķ”ŕ”≤∂»ĶÕĶńżX›Ü…Ō£ļĶę‘ŕ÷ō›d◊ų”√Ō¬£¨”≤∂»łŖĶńżX›Ü…Ō“≤≥£įl(f®°)…ķĽļīż°£
3.1 ńŽďŰň‹◊ÉCold Flow
‘ŕŌŗĽ•ĚLńŽļÕõ_ďŰ◊ų”√Ō¬ÚĺĶĘ£¨ĪŪ√śľįīőĪŪ√ś≤ńŃŌ≥Ų¨F(xi®§n)√ųÔ@ĶńĹūĆŔŃųĄ”°£‘ŕżXŪĒņ‚ļÕżX∂ň√ś…Ō≥Ų¨F(xi®§n)ÔwŖÖ–ż≥ī£Ľ”–ērżXŪĒĪĽáņ(y®Ęn)÷ōĚLąA≤Ĺ”∆£¨Ĺ””|żX√śĪĽČļŌ›£Ľ”–Ķń‘ŕ÷ųĄ”›ÜĶń›ÜżX…Ō—ōŌŗƶĽ¨Ą”ňŔ∂»ěťŃ„ĶńĻĚ(ji®¶)ĺÄĪĽńŽ≥ŲúŌ≤ŘŐĪ’Ú£¨∂Ý‘ŕŹńĄ”›ÜĶń›ÜżX…ŌĪĽĒD≥ŲľĻņ‚ŌÕÕĹ°£
›ÜżX≤ńŃŌ”≤∂»Ŗ^ĶÕ£¨Ĺ””|Ď™(y®©ng)ѶŖ^łŖĽ„ňń£¨żX›ÜāųĄ”áßļŌ≤ĽŃľĹ”ńő£¨Ą”›dļ…Őęīů“‘ľįĚôĽ¨≤ĽŃľĶ»∂ľēĢ“ż∆ūńŽďŰň‹◊ÉŐŖ”Ņ°£
ąD22 ńŽďŰň‹◊É
ĶV…Ĺ”√ŽäÁPť_ ĹżX›Üm=22mm £¨‘ŕ÷ō›dļÕõ_ďŰ◊ų”√Ō¬–ÚĽ¬£¨żX√ś≥ ¨F(xi®§n)√ųÔ@Ķńň‹–‘◊É–ő’ŲĪŕ£¨żXŪĒļÕ∂ň≤Ņ≥Ų¨F(xi®§n)ÔwŖÖ£¨żX√śĻĚ(ji®¶)ĺÄłĹĹŁ≥Ų¨F(xi®§n)“ĽólįľúŌĽ•į∆£¨żX–ő√ųÔ@łń◊Éį©łÓ°£
3.2 ų[įôRippling
Ŗ@ «“Ľ∑N≥ Ű~ų[†ÓįôľyĶńżX√śň‹–‘◊É–ő£¨Ŗ@∑NįôľyīĻ÷Ī”༨Ą”ňŔ∂»∑ĹŌÚ“ū’ī°£ňŁ“Ľį„įl(f®°)…ķ‘ŕ”≤żX√ś…ŌŅŖĻ÷£¨Ķę‘ŕ›^‹õĶńżX√ś…Ō”–ēr“≤ń‹įl(f®°)…ķ°£›p∂»Ķńų[įôłļńŚ£¨÷Ľ“™≤Ľ»ő∆šįl(f®°)’ĻĶ’Ī £¨Ć¶żX›ÜāųĄ”õ]”–√ųÔ@Ķń”įŪĎ°£Ķęáņ(y®Ęn)÷ōĶńų[įôēĢ ĻżXņ™∆∆ČńĶ≠ĺĹ£¨≤Ę“ż∆ū∆šňŻ–Õ ĹĶńáņ(y®Ęn)÷ōďpāŻī«≥ū°£
ąD23 ų[įô
żX√ś≥ ¨F(xi®§n)Ű~ų[†Óň‹–‘◊É–őįôľy°£
ų[įôÕ®≥£ «‘ŕżX›ÜŖ\řD(zhu®£n)Ŗ^≥Ő÷–ňŌņő£¨”…”ŕĚôĽ¨≤ĽŃľľįłŖČļѶĶń◊ų”√Ō¬įŚ∑ų£¨Ļ§◊ųżX√śťgģa(ch®£n)…ķ°įŇņ––°Ī£®’≥łĹĽ¨Ą”¨F(xi®§n)Ōů£©ĶńĹY(ji®¶)ĻŻ°£ňŁÕýÕýŇcĶÕňŔ£®ĽÚ÷–ňŔ£©ólľĢŌ¬”Õń§ļŮ∂»≤Ľ◊„∂‹ń°°Ę’ŮĄ”Ķ»“Úňō”–ÍP(gu®°n)ś“ĺļ°£Žm»Ľįl(f®°)…ķų[įôĶńń≥–©ólľĢŇcįl(f®°)…ķń•ďpŌŗÓźň∆£¨ĶęňŁ «“Ľ∑NżX√śň‹–‘ŃųĄ”ņų’Ś°£
3.3∆ūľĻRidging
ňŁ÷ų“™ «”…”ŕĪŪ√śĽÚīőĪŪ√ś≤ńŃŌĶńň‹–‘ŃųĄ”ļÕżX√śťgĶńń¶≤Ń÷Ņ«Ż£¨ Ļ’ŻāÄĻ§◊ųżX√ś…Ō£¨—ōĽ¨Ą”∑ĹŌÚ–ő≥…√ųÔ@ĶńľĻ–£ńůŇÚ°£Ŗ@∑N›ÜżXďpāŻ≥£≥Ų¨F(xi®§n)‘ŕ√Ō›dĶńőĀóUāųĄ”ļÕú (zh®≥n)Žp«ķĺÄżX›ÜāųĄ”÷–—Ūĺý°£
∆ūľĻ «”…”ŕłŖĶńĹ””|Ď™(y®©ng)Ѷ ≥őÍ°ĘĶÕĶńĽ¨Ą”ňŔ∂»ļÕżX√śťgĚôĽ¨≤ĽŃľļŇ—ń£¨ ĻĪŪ√śĽÚīőĪŪ√śĶń≤ńŃŌ—ōĽ¨Ą”∑ĹŌÚįl(f®°)…ķň‹–‘ŃųĄ”∂Ýģa(ch®£n)…ķĶń°£
ąD24 ∆ūľĻ
∆Ż‹áļůėÚĪŪ√ś”≤ĽĮú (zh®≥n)Žp«ķĺÄ–°żX›Üm=5.439mmĺ‚∆Ŗ£¨—ōĽ¨Ą”∑ĹŌÚ”–√ųÔ@Ķńň‹–‘◊É–őľĻņ‚ŃīŅž°£
3.4 ČļļŘIndenting
Õ®≥££¨‘ŕżX√ś…ŌČļ≥ŲĶńįľļŘ›^ěťú\∆Ĺ√ľ ¨£¨Ķęáņ(y®Ęn)÷ōĶńČļļŘ≥£įť”–ĺ÷≤ŅĶń›ÜżX◊É–ő”ÚőŌ£¨…ű÷Ń Ļ’ż≥£áßļŌ‘‚ĶĹ∆∆Čń°£
Õ‚ĹÁģźőÔĽÚŹń›ÜżX…ŌĶŰŌ¬ĶńĹūĆŔňť∆¨ŖM»ŽáßļŌ‘ŽĽę£¨ «‘ž≥…ČļļŘĶń÷ĪĹ”“Úňō√ĻĽŲ°£
ąD25 ČļļŘ
ôC‹áżX›Üm=5mm ÷ĢņŘ£¨≤ńŃŌ40Cr £¨“ÚáßļŌżX√śťg¬š»ŽģźőÔ‘ž≥…ČļļŘňŅ≤š°£
ąD26 ČļļŘ
ľŰ«–ôCżX›Üm=8mmŃ∆Ļő£¨“ÚģźőÔ¬š»ŽáßļŌÖ^(q®Ī)£¨‘ž≥…›ÜżXáņ(y®Ęn)÷ōň‹–‘ĒDČļ◊É–őÚÚĻļ°£
3.5żXůwň‹◊ÉTooth Plastic Flow
“ĽāÄ£®ĽÚ∂ŗāÄ£©żXĶńżXůwĽÚ∆š≤Ņ∑÷įl(f®°)…ķň‹–‘◊É–ő∑ř√‘°£›ÜżX≥ ¨F(xi®§n)ÕŠŇ§£¨żX–őĄ°◊É«¶—÷°£”≤żX√ś›ÜżXŖÄ≥£įť”–◊É…ę¨F(xi®§n)Ōů»“∂Ť°£
Õ®≥£”…”ŕĚôĽ¨ ß≥£ňý‘ž≥…ĶńĄ°Ń“úō…ż£¨ ĻżX›Ü≤ńŃŌĶń«Ł∑ĢŹä∂»ĹĶĶÕ∂Ý“ż∆ū›ÜżXüŠň‹◊É–őłŤĹ»°£Ć¶”ŕŹä∂»ĶÕĶńň‹–‘≤ńŃŌ∆įįŐ£¨‘ŕŖ^īůĶń›dļ…◊ų”√Ō¬£¨›ÜżXŅ…įl(f®°)…ķņšň‹◊É–őŌ√√Ý°£
ąD27 żXůwň‹◊É
‹ąšďôCĻ§◊ų›ĀĶņąAŚFżX›ÜĻŔŃÔ£¨m=20mm,45ŐĖšď’{(di®§o)Ŕ|(zh®¨)ŐéņŪ£¨”…”ŕŖ^›dĽÚ›dļ…ľĮ÷–‘ž≥…żXůwáņ(y®Ęn)÷ōņšň‹◊É–ő—Ę∂Ģ°£
4 ›ÜżX’ŘĒŗBreakage
›ÜżX’ŘĒŗ «÷łżX›Ü“ĽāÄĽÚ∂ŗāÄżXĶń’ŻůwĽÚ∆šĺ÷≤ŅĶńĒŗŃ—«£◊÷°£ňŁÕ®≥£ «”…”ŕ›ÜżXĶńĹĽ◊ÉĎ™(y®©ng)Ѷ≥¨Ŗ^Ńň≤ńŃŌĶń∆£ĄŕėOŌřňý‘ž≥…°£”–ērłÁĻ»£¨“≤Ņ…ń‹”…∂ŐērŖ^›dňý‘ž≥…į∂ļĽ°£
4.1 ∆£Ąŕ’ŘĒŗFatigue Breakage
∆£Ąŕ’ŘĒŗ «÷ł∆ū‘ī”ŕżXłýŐéĶń∆£ĄŕŃ—ľy≤ĽĒŗĒU’Ļňý‘ž≥…ĶńĒŗżX°£Ŗ@∑N∆£ĄŕŃ—ľy≥£įl(f®°)…ķ‘ŕżXłýąAĹ«įŽŹĹ∑ĹŌÚ√«Õ◊£¨≥ ľöĺĆÓ≤¬įÁ°£∆£Ąŕ’ŘĒŗĶńĒŗŅŕ“Ľį„∑÷ěť∆£ĄŕĒU’ĻÖ^(q®Ī)ļÕň≤ēr’ŘĒŗÖ^(q®Ī)°£∆£ĄŕĒU’ĻÖ^(q®Ī)ĶńĪŪ√śÕ®≥£›^Ļ‚Ľ¨ľŗ…Ű£¨≥¬√”ģ£Ņ…”^≤žĶĹ”…∆£Ąŕ‘īť_ ľĶń°įōźö§ľy°Ī†ÓĶń∆£ĄŕĒU’ĻŘEĺÄ°£∆£Ąŕ‘īľį∆šłĹĹŁÖ^(q®Ī)”ÚĽůĽŐ£¨‘ŕÕ‚”^…Ō≥£≥ °į—Ř°Ī†Ó÷ůŇő£¨Ķę”–Ķń°į—Ř°Ī‘ŕļÍ”^…Ō≤Ľ√ųÔ@°£ň≤ēr’ŘĒŗÖ^(q®Ī)ĶńĪŪ√śī÷≤ŕīÝőŘ£¨ÖĘ≤Ó≤ĽżRĹ©Ņō°£
∆£ĄŕĒŗżXĶńłýĪĺ‘≠“Ú «£ļ›ÜżX‘ŕŖ^łŖĶńĹĽ◊ÉĎ™(y®©ng)Ѷ∂ŗīő◊ų”√Ō¬£¨ŹńżXłý∆£Ąŕ‘ī∆ū ľĶń∆£ĄŕŃ—ľy≤ĽĒŗĒU’Ļ”„ľĹ£¨ Ļ›ÜżX £”ŗĹō√ś…ŌĶńĎ™(y®©ng)Ѷ≥¨Ŗ^∆šėOŌřĎ™(y®©ng)Ѷ£ģāųĄ”ŌĶĹy(t®Įng)÷–ĶńĄ”›dļ…›ÜżXĹ””|≤ĽŃľĪ®∆∆°ĘżXłýąAĹ«įŽŹĹŖ^–°ļÕżXłýĪŪ√śī÷≤ŕ∂»Ŗ^łŖ°ĘĚL«–ērĶńņ≠āŻ»ŠňĮ°Ę≤ńŃŌ÷–ĶńäAŽsőÔļśňů°ĘüŠŐéņŪģa(ch®£n)…ķĶńőĘŃ—ľyń•ŌųüżāŻľį∆šňŻ”–ļ¶öą”ŗĎ™(y®©ng)ѶĶ»“Úňō“ű”¶£¨∂ľēĢīŔ≥…›ÜżX∆£Ąŕ’ŘĒŗ°£
ąD28 ∆£ĄŕŃ—ľy
żXłýąAĹ«≤Ņ∑÷≥ ¨F(xi®§n)∆£ĄŕŃ—ľy¬›◊”°£
ąD29 ∆£Ąŕ’ŘĒŗ
∆∆ňťôC–°ŚFżX›Üm= 30mm “—«Ś£¨≤ńŃŌ40Cr ’{(di®§o)Ŕ|(zh®¨)”≤∂»HB233 £¨›ÜżXĒŗŅŕ≥ ¨F(xi®§n)√ųÔ@Ķńōźľy†Ó∆£ĄŕŃ—ľyĒU’ĻÖ^(q®Ī)ļÕĪŪ√śī÷≤ŕ≤Ľ∆ĹĶńň≤ēr’ŘĒŗÖ^(q®Ī)’ÚŇ™°£
ąD30 ∆£Ąŕ’ŘĒŗ
‹ąôCżX›Üm£Ĺ16mmĺŪň™£¨≤ńŃŌ35SiMn2MoV£¨÷–Ólī„ĽūHRC>45Ҷ“ř£¨›ÜżXĒŗŅŕŅ…“ä√ųÔ@Ķń∆£Ąŕ‘īļÕ∆£ĄŕŃ—ľyĒU’ĻĶńŘEĺÄ“Ň‘®°£
4.2 Ŗ^›d’ŘĒŗOverload Breakage
Ŗ^›d’ŘĒŗÕ®≥£ «”…”ŕ∂Őēr“‚Õ‚Ķńáņ(y®Ęn)÷ōŖ^›dňý‘ž≥…Ķń£¨∆šĒŗŅŕ“Ľį„›^ī÷≤ŕľ–īŚ£¨õ]”–∆£Ąŕ’ŘĒŗĒŗŅŕĶńĶš–ÕŐō’ų ≤“ž°£
ąD31 Ŗ^›d’ŘĒŗ
∆ū÷ōôCżX›Üm£Ĺ8mm,45ŐĖšď’{(di®§o)Ŕ|(zh®¨)£¨”…”ŕÕĽ»ĽŖ^›d‘ž≥…∂ŗāěܿXŹńłý≤ŅŹĚĒŗŐĽĪÝ°£
Ŗ^›d’ŘĒŗ÷ų“™ «”…”ŕ›ÜżXĶńĎ™(y®©ng)Ѷ≥¨Ŗ^∆šėOŌřĎ™(y®©ng)Ѷňý‘ž≥…ĶńĪ–—Ī°£›dļ…Ķńáņ(y®Ęn)÷ōľĮ÷–°ĘĄ”›dļ…Ŗ^īů‘÷≤‚°Ę›S≥–ďpČńĪ¨ľŘ°ĘāųĄ”ľĢ ß–ß“‘ľį”–›^īů”≤Ŕ|(zh®¨)ģźőÔŖM»ŽáßļŌŐéĶ»£¨ĺýń‹“ż∆ūŖ^›d’ŘĒŗŌĪŐ¬°£
4.3 ŽSôCĒŗŃ—Random Fracture
ŽSôCĒŗŃ— «÷ł≤ĽŇcżXłýąAĹ«Ĺō√ś”–ÍP(gu®°n)Ķń∆£ĄŕĒŗżX√ķ∂ő£¨ňŁŅ…“‘”…»ĪŌ›ĽÚŖ^łŖĶń”–ļ¶öą”ŗĎ™(y®©ng)ѶőĽ÷√∂Ýįl(f®°)°£∆šĒŗŅŕŇc“Ľį„∆£Ąŕ’ŘĒŗĶńĒŗŅŕŌŗň∆«ōĪ¨°£
ŽSôCĒŗŃ—Õ®≥£ «”…”ŕ›ÜżX»ĪŌ›–Ú”ř°ĘŁcőgĽÚ∆šňŻĎ™(y®©ng)ѶľĮ÷–‘ī‘ŕ‘ďŐé–ő≥…Ŗ^łŖĺ÷≤ŅĎ™(y®©ng)ѶľĮ÷–“ż∆ūĶń°£äAŽsőÔĶ»Ōř°ĘőĘľöń•ŌųŃ—ľyĶ»›ÜżXĶń»ĪŌ›‘ŕĹĽ◊ÉĎ™(y®©ng)Ѷ◊ų”√Ō¬≤ĽĒŗĒU’ĻĆß(d®£o)÷¬żXĶńĒŗŃ—į÷ňĪ°£≤ĽŖmģĒ(d®°ng)?sh®ī)ńüŠÕ‚ņŪňý–ő≥…ĶńŖ^łŖ”–ļ¶öą”ŗĎ™(y®©ng)Ѷń‹“ż∆ūżXĶńĺ÷≤ŅĒŗŃ—°£›^īůĶńģźőÔŖM»ŽáßļŌŐé“≤ēĢ Ļĺ÷≤Ņ›ÜżXģa(ch®£n)…ķĶÕ÷‹∆£Ąŕ’ŘĒŗÕŻ√Ň°£
ąD32 ŽSôCĒŗŃ—
ōź Ōůw«ÚńęŤTŤFżX›Ü–őĹŅ£¨m£Ĺ5mm£¨”≤∂»HRC43Ň≠‘ £¨”…”ŕżX√ś»ĪŌ›‘ž≥…ŽSôCĒŗŃ—Ļ°»Ū°£
ąD33 ŽSôCĒŗŃ—
≤…√ļôCŽp¬ď(li®Ęn)żX›Üm=10mmĹ√≥∑£¨≤ńŃŌ30CrMnTiĚBŐľī„ĽūHRC58°ę62ňľīŁ£¨”…”ŕüŠŐéņŪ»ĪŌ›‘ž≥…Ŗ^∂…ƔїľyĆß(d®£o)÷¬ŽSôCĒŗŃ—°£
ąD34 ŽSôCĒŗŃ—
ĪĺąD «ąD33 ›ÜżXďpāŻĶńĒŗ√śąD‘Ŗ…◊°£
5∆šňŻďpāŻAssociated Gear Failure
6.1 ›ÜŇų»ĪŌ›Blank Deficiencies
›ÜŇų»ĪŌ› «÷łżX›Ü›ÜżX≤ŅőĽ‘ŕ√ęŇųŽA∂őĺÕ“—īś‘ŕĶń»ĪŌ›Ļņ¬‚£¨÷ų“™ «£ļö‚Ņ◊——«“°Ę…į—Ř°ĘäAŽsőÔļÕŃ—ľyĶ»ńļĽŰ°£ňŁāÉÕ®≥£‘ŕĺ÷≤Ņ≥Ų¨F(xi®§n)”»őĻ£¨”–ērŅ…ōěī©é◊āÄżX£¨“≤Ņ…Ŗ_ĶĹ›^…Ó≤ŅőĽīģ¬®°£
ąD35ŤT‘ž»ĪŌ›
ŤT‘žŚaŃ◊«ŗ„~őĀ›Üms=8mmŃ…į¬£¨”…”ŕáņ(y®Ęn)÷ōĹMŅó Ťň…∂ÝąůŹU°£
ąD36 ŤT‘ž»ĪŌ›
«ÚńęŤTŤFżX›Üm=5mmľ®ľŇ£¨”…”ŕĹMŅóŃūň…“ż∆ūĒŗżX≤Ťņ®°£
›ÜŇų≤ńŃŌĶń“Ī°ĘŤTĶŤłÍ°ĘŚĎ◊Áł£°ĘļłĶ»Ļ§ňáŖ^≥Ő≤ĽģĒ(d®°ng)ĽÚŅō÷∆≤Ľáņ(y®Ęn)£¨ÕýÕýĆß(d®£o)÷¬äA‘ŁĽÚ∑«ĹūĆŔäAŽsőÔĽž»Ž›ÜŇųÕŌ–ū°Ę≥Ų¨F(xi®§n)ö‚Ņ◊√•»ů°Ę…į—ŘĽÚģa(ch®£n)…ķŃ—ľyĶ»°£ļů’Ŗ“≤Ņ…ń‹”…”ŕ≤ńŃŌ≤ĽĺýĄÚňý“ż∆ū ŪųĘ°£
5.2 ī„ĽūŃ—ľyQuenching Cracks
ī„ĽūŃ—ľy «÷łżX›Ü‘ŕī„Ľūērģa(ch®£n)…ķĶńŃ—ľyŅß∆Ý°£ī„ĽūŃ—ľy∂ŗĒĶ(sh®ī)≥ įl(f®°)Ĺz†Ó£¨”–ērń‹◊‘––ĒU’ĻÕŕ¬ň°£Ń—ľy”–Ķń—ōżXłýąAĹ«įŽŹĹ∑ĹŌÚ≤…’¬£¨”–Ķń‘ŕżXĶńÉ…āÄ∂ň√ś£¨“≤”–Ķńī©‘ĹżXŪĒĽÚ‘ŕżX∂ň√śĶńĪŪ√ś”≤ĽĮĆ”Ňc–ĺ≤ŅĹĽĹÁŐéļÝĻľ£¨›^īůŃ—ľyĶń≥ű ľ≤ŅőĽ≥£”–šPőgĽÚ—űĽĮĶńļŘŘE√ű÷Ř°£
ī„ĽūŃ—ľy «”…”ŕī„ĽūŖ^≥Ő÷–ģa(ch®£n)…ķĶńŖ^īůÉ»(n®®i)Ď™(y®©ng)Ѷ‘ž≥…Ķń°£żX∂ň√ś…ŌĶńŃ—ľyÕ®≥£ «”…”ŕ”≤ĽĮĆ”Ňc–ĺ≤ŅĹĽĹÁŐéĶńŌŗ◊É≤ĽÖf(xi®¶)’{(di®§o)ňý“ż∆ūĶń‘“√Ů°£
ąD37 ī„ĽūŃ—ľy
ļĹŅ’żX›Üm=3mmĶ÷‘ű£¨≤ńŃŌ12CrZNi4£¨ĚBŐľī„ĽūHRC58°ę62ŃŽ≤ő£¨żXłý—ōŹĹŌÚģa(ch®£n)…ķī„ĽūŃ—ľy∑īŐŤ°£
5.3 ń•ŌųŃ—ľyGrindiog Cracks
ń•ŌųŃ—ľy «ń•ŌųŖ^≥Ő÷–‘ŕżX√ś…Ōģa(ch®£n)…ķĶńĺW(w®£ng)†ÓŃ—ľyĽÚĽ•Ōŗ∆Ĺ––Ķń∂ŐŃ—ľy°£ń•ŌųŃ—ľy“Ľį„ļ‹ú\ŰÔ∆ś£¨ÕýÕý»‚—Ř≤Ľ“◊įl(f®°)¨F(xi®§n)∂Ý–Ť”√īŇ∑ŘŐĹāŻĽÚ∆šňŻĆ£ťT∑Ĺ∑®ĀŪôzúy¬Ū‘ű°£”–ēr£¨ń•ŌųŃ—ľy «Ěď‘ŕĶń∆Ī‘ģ£¨≤Ę«“‘ŕťe÷√»Űł…ērťgĽÚľ”›dĻ§◊ųļů≤ŇÔ@ ĺ≥ŲĀŪ∂ŤĹ•°£
ąD38 ń•ŌųŃ—ľy
ļĹŅ’żX›Üm£Ĺ3mm£¨ĚBŐľī„Ľūļůń•Ōų≤≤’ý£¨“Úń•ŌųĻ§ňá≤ĽģĒ(d®°ng)‘ž≥…żX√śól†Óń•ŌųŃ—ľy£®īŇĽĮļů’’ŌŮ£©–£…Á°£
ąD39 ń•ŌųŃ—ľy
≤…√ļôCżX›Üm=12mmÕÕļō£¨≤ńŃŌ30CrMnTi£¨ī„ĽūĚBŐľHRC58°ę62«∑Ҭ£¨“ÚüŠŐéņŪĻ§ňá≤ĽģĒ(d®°ng)√ĢĹÝ£¨Ĺõ(j®©ng)¨ĒłŮń•żXôCń•żXļů£¨īŇ∑ŘŐĹāŻÔ@ ĺ≥ŲĺW(w®£ng)†ÓŃ—ľyŇňňý°£
ń•ŌųŃ—ľy÷ų“™ «”…”ŕń•ŌųŖ^≥Ő÷–ĶńŖ^üŠ“ż∆ūĶńÕž…ő£¨“≤Ņ…ń‹ «üŠŐéņŪ≤ĽģĒ(d®°ng)“ż∆ūĶń°£Ŗ^üŠŅ…ń‹ «ń•ŌųĻ§ňáÖĘĒĶ(sh®ī)ŖxďŮ≤Ľ’żī_Ķ°ļ÷°Ę…į›Ü≤ĽļŌłŮĽÚŖx”√≤ĽģĒ(d®°ng)√¨Ņ °ĘņšÖsīŽ ©≤ĽŖmģĒ(d®°ng)?sh®ī)»“ż∆ū£ģń≥–©›ÜżX≤ńŃŌ£¨Ć¶ń•ŌųŖ^üŠ√Űł–ĪĻ≤ę£¨łŁ“◊ģa(ch®£n)…ķń•ŌųŃ—ľyĺŖő¬°£
5.4 ŽäőgElectric Current Damage
ŽäőgżX√ś≥ ¨F(xi®§n)īůŃŅĺýĄÚ∑÷≤ľĶńőĘ–°Ņ”Łc°£Ŗ@–©Ņ”Łc–ő√≤Ļ‚Ľ¨ŅūŇ‚£¨”–»Ř»ŕ†Ó∑ŇŽäļŘŘEŌ≥–…£¨Ņ”ŁcŖÖĺČ”–ÕňĽū…ę°£Žäőg≥£įl(f®°)…ķ”ŕ∂ŗāÄżX√ś‹Ó∑Š£¨…ű÷Ń»ę≤Ņ›ÜżX…ŌīÔ√ů°£
ąD40 Žäőg
įl(f®°)ŽäôCĹMĄÓīŇôCúpňŔ—b÷√»ň◊÷żX›Ü£¨“Úôz–řēr¬©—bĹ^ĺČČ|∆¨ĽŖľÁ£¨‘ž≥…áņ(y®Ęn)÷ōŽäőg¬Õ“¨°£
ąD41 Žäőg
ĪĺąD «ąD40÷–Ķń»ň◊÷żX›Üĺ÷≤Ņ∑Ňīů£¨żX√śĶĹŐéŅ…“äīůŃŅĺýĄÚ∑÷≤ľĶńŽäőgįŖŁcŐ≠Ļś°£
ģĒ(d®°ng)ŽäŃųÕ®Ŗ^›pőĘĹ””|ĽÚŅžňŔŽxļŌĶńáßļŌżX√śŌÚĹ”ĶōŃ„ŽäőĽŃųĄ”ērŐņĻ¶£¨żX√śťgģa(ch®£n)…ķļ‹łŖĶńŽäőĽ≤Ó‘ž≥…ĽūĽ®∑ŇŽä£¨ ĻżX√śŽäőg£ģ“ż∆ūŽäőgĶńŽäŃųŅ…ĀŪ◊‘Žä∆ų‘O(sh®®)āš£ļ»ÁŽäĄ”ôC¬≥∆š°ĘŽäīŇŽxļŌ∆ųĶ»“ųőŖ°£Ŗ@∑NŽs…Ę£®¬©£©ŽäŃų“≤Ņ…ń‹ĀŪ◊‘éßāųĄ”ĽÚ∆šňŻŇcāųĄ””–ÍP(gu®°n)Ń„ľĢĶńžoŽäŽäŃų°£”–ērńÕ’„£¨łĹĹŁĶńŽä∆ų‘O(sh®®)āš£®»ÁŽäļłôC£©Õ®Ŗ^żX›Ü—bņÔ≤ĽŖmģĒ(d®°ng)?sh®ī)ōĹ”ĶōļĽťĽ£¨“≤ēĢ‘ž≥…Žäőg°£
5.5 ł……śďpāŻFailure by Interference
Ŗ@∑NďpāŻ «”…żXņ™áßļŌł……ś‘ž≥…Ķń¬ż”ę°£∆šŐō’ų «żXŪĒ≤ŅĪ≠—“°Ę”»∆š «żXłý≤Ņ”–√ųÔ@ĶńĹūĆŔ“∆Ą”ļŘŘE°£żXłý≤ŅÕŕ≥ŲúŌ≤Řň…ĹĪ£¨żXŪĒ≤ŅĪĽĚLąA≤‚ł¨°£Õ®≥££¨ł……śďpāŻŅ…“ż∆ūżX√śń•ďp°Ęň‹–‘◊É–ő ŪŐś°ĘńzļŌ£¨…ű÷ŃĆß(d®£o)÷¬›ÜżX’ŘĒŗľŔŌ…°£
ąD42 ł……śďpāŻ
≤…√ļôCżX›Üm£Ĺ14mmĺ»ŌĹ£¨≤ńŃŌ30CrMnTi£¨ĚBŐľī„ĽūĶ™ő®£¨”…”ŕáßļŌł……ś‘ž≥…żXłý≤Ņ”–√ųÔ@Ķńł……śólľyéßľÝīĶ°£
áßļŌÖĘĒĶ(sh®ī)‘O(sh®®)”č≤ĽļŌņŪ°Ęľ”Ļ§żX–ő’`≤ÓŖ^īů≥ÕŃū°Ęį≤—b÷––ńĺŗŖ^–°∂ĻņÝ°ĘĻ§◊ų÷–üŠ◊É–őŖ^īůĶ»£¨∂ľŅ…‘ž≥…›ÜżX≤Ľ’ż≥£áßļŌ∂Ý“ż∆ūł……śďpāŻ¬ų«Ģ°£ŌŗáßļŌĶń›ÜżXŪĒ≤ŅļÕłý≤Ņ›dļ…Ŗ^īůĽÚáßļŌŖ^ĺoŃľ’Ű£¨”–Ņ…ń‹ Ļ?ji®¶)ôĽ¨”Õń§ ߖߣ¨‘ž≥…żXŪĒőťĺŃ°ĘżXłý≤ŅĹūĆŔľĪĄ°“∆Ą”ńŘŐĶ£¨Ćß(d®£o)÷¬’ŻāÄżX√śďpāŻ°£
5.6 ›ÜĺČļÕ›óįŚďpāŻRlm and web Failure
›ÜĺČŃ—ľyÕ®≥£įl(f®°)…ķ‘ŕÉ…ŌŗŗŹżX÷ģťgĶńżXłý≤Ņ«ŌĻŅ°£›óįŚŃ—ľy”–Ķń «›ÜĺČŃ—ľy—ōŹĹŌÚĒU’Ļ∂Ý≥…īģ∑ń£¨”–ēr›óįŚÉ»(n®®i)“≤ģa(ch®£n)…ķŃ—ľyĶę≤Ľ“Ľ∂®ĒU’ĻĶĹ›ÜĺČ°£
ąD43 ›ÜĺČďpāŻ
”…żXłýįl(f®°)…ķĶń∆£ĄŕŃ—ľy“¨ľ¨£¨—ōŹĹŌÚĒU’Ļōěī©›ÜĺČ∑ńĻ◊°£
ąD44 ›óįŚďpāŻ
›óįŚ≥ ¨F(xi®§n)ōěī©Ń—ľy°£
›ÜĺČĶńĒŗŃ—∑Š«„£¨Õ®≥£ «›ÜżX∆£ĄŕŃ—ľyįl(f®°)’ĻĶńĹY(ji®¶)ĻŻ÷ķ…Ľ°£żX›Üń≥≤Ņ∑÷Ķńöą”ŗĎ™(y®©ng)ѶŖ^łŖ£¨ēĢ–ő≥…ĺģīŔ ĻŃ—ľyĒU’Ļ≥›ĶŮ°£›óįŚďpāŻŅ…“Ú›óįŚŹä∂»≤Ľ◊„Ňů∂™°ĘĎ™(y®©ng)ѶľĮ÷–ĽÚ’ŮĄ”Ķ»“Úňō∂Ý“ż∆ū°£
łĹšõA
”–ÍP(gu®°n)ďpāŻĶńƶ≤Ŗ
£®ÖĘŅľľĢ£©
ŌŗĎ™(y®©ng)”ŕĪĺėň(bi®°o)ú (zh®≥n)őńĪĺ÷–ďpāŻ–g(sh®ī)’ZĶńĺéŐĖŐřīť£¨łų∑NĽýĪĺďpāŻ–Õ ĹĶńƶ≤Ŗ∑÷ĄeĒĘ Ų»ÁŌ¬£ļ
A.1.1 ›pőĘń•ďpĶńƶ≤Ŗ
≥żŃňżX›Ü—b÷√Ķń‘O(sh®®)”čČŘ√ŁĪ»‘ŕ›pőĘń•ďpĽýĶA(ch®≥)…Ōī_∂®Ķńń•ďpČŘ√ŁīůĶ√∂ŗ÷ģÕ‚«Ž—Ę£¨›pőĘń•ďp“Ľį„≤Ľ–ŤĪ‹√‚°£›pőĘń•ďpŅ…Ķ√ĶĹŃľļ√ĶńŔNļŌżX√śńłĪŖ°£
‘ŕżX›Ü›pőĘń•ďpŖ^≥Ő÷–Ņ≥«„£¨Ď™(y®©ng)ŖmērłŁďQĚôĽ¨Ą©ĽÚ≤…»°∆šňŻīŽ ©£¨“‘Ķ√ĶĹ›^ļŌŖmĶń”Õń§ļŮ∂»∆—ņ—°£
A.1.2 ÷–Ķ»ń•ďpĶńƶ≤Ŗ
łń…∆ĚôĽ¨ólľĢļűĹ–£¨‘Ųľ””Õń§ļŮ∂»£ļŐŠłŖĚôĽ¨”Õ’≥∂»£¨ĹĶĶÕ”Õúō£¨ľ”»ŽŖmģĒ(d®°ng)?sh®ī)ńŐŪľ”Ą©”ÔĶę£¨łń…∆ĚôĽ¨∑Ĺ Ĺ–įĽ◊£¨»ÁĻŻĻ§◊ųňŔ∂»ļÕ›dļ…Ņ…◊É£¨ĄtŅ…ŐŠłŖĻ§◊ųňŔ∂»‘ķ”Ł°Ęúp–°›dļ…≤ŗĶĹ°£÷Ń”ŕĚôĽ¨ŌĶĹy(t®Įng)÷–ĶńőŘ»ĺŽsŔ|(zh®¨)£¨Ņ…‘Ų‘O(sh®®)Ŗ^ěV—b÷√ĽÚďQ”ÕĀŪŇŇ≥ż”ŔĽų°£
A.1.3 Ŗ^∂»ń•ďpĶńƶ≤Ŗ
≤…”√ļŌŖmĶń√‹∑‚–Õ ĹļÕĚôĽ¨—b÷√£®»Á≤…”√Ŗ^ěV—b÷√£©Ĺ≥ŅĻ°Ęłń…∆ĚôĽ¨∑Ĺ Ĺ°Ęľ”ŹäĺS◊oőŘŐß°£ŐŠłŖĚôĽ¨”Õ’≥∂»ĻĮ√≥°Ęłń…∆ĚôĽ¨ŃŠÖs—b÷√£¨»ÁĻŻŅ…ń‹”°Ľķ£¨“≤Ņ…ŐŠłŖĻ§◊ųňŔ∂» łńŚ°Ęúp›p›dļ…£®ŐōĄe «’ŮĄ”›dļ…£©°£…Ō ŲīŽ ©»Á≤Ľ◊ŗ–ß…š»Ł£¨ĄtŅ…łńŖM‘O(sh®®)”čŐ§Ī§£¨»Áłń◊ÉżX›Üé◊ļőÖĘĒĶ(sh®ī)°Ę≤ńŔ|(zh®¨)÷šĺĘ°Ęĺę∂»ĹŮ∑Ł°ĘżX√śī÷≤ŕ∂»Ķ»°£
A.1.4 ń•Ń£ń•ďpĶńƶ≤Ŗ
ƶ”ŕ≤…”√ÔwěRĚôĽ¨Ķńť] ĹāųĄ”÷Š≤ľ£¨Ņ…“‘ľįērďQĶŰŇK”Õį©‘Ĺ°Ę«ŚŌī”–ÍP(gu®°n)Ń„ľĢ£¨»Á≤…”√—≠≠h(hu®Ęn)ĚôĽ¨ŌĶĹy(t®Įng)Ľļőś£¨Ąt“ň≤…”√Ŗ^ěV—b÷√÷řĹś°£Ć¶Ŗ\řD(zhu®£n)≥ű∆ŕŇ‹ļŌŖ^≥Ő÷–ģa(ch®£n)…ķĶńń•Ń£ń•ďp£¨łŁĎ™(y®©ng)ŐōĄe◊Ę“‚«ŚŌī’ŻāÄŌĶĹy(t®Įng)«—łĺ°ĘŖmērďQ”Õ≤żňĽ°£Ć¶”ŕ”…”ŕ›^ľöőÔŃŌ‘ž≥…Ķńń•Ń£ń•ďp£¨ĄtŅ…ŅľĎ]≤…”√›^łŖ’≥∂»ĶńĚôĽ¨”Õ“‘úp›p÷ģ≥ŅÕŤ°£Ć¶”ŕť_ ĹāųĄ””’ŃŮ£¨ŐōĄeĎ™(y®©ng)◊Ę“‚≤…»°ŖmģĒ(d®°ng)?sh®ī)ń∑ņ◊oīŽ ©£¨Ŗx”√ļŌŖmĶńĚôĽ¨Ą©“‘úp›pŖ@∑NďpāŻ‘∆¬Ī°£
A.1.5 łĮőgń•ďpĶńƶ≤Ŗ
‘ŕŖx”√ėOČļŐŪľ”Ą©ērĪł‘Ú£¨Ď™(y®©ng)ŅľĎ]ĶĹňŁĆ¶żX√śłĮőgĶń”įŪĎ°£ŐŪľ”Ą©≥…∑÷ļÕļ¨ŃŅĎ™(y®©ng)’∆ő’ŖmģĒ(d®°ng)£ģľ”»ŽŐŪľ”Ą©ļů≥«“≤£¨Ď™(y®©ng)Ĺõ(j®©ng)≥£ôz≤ť“Ģ∂ߣ¨įl(f®°)¨F(xi®§n)łĮőg¨F(xi®§n)ŌůĎ™(y®©ng)ŃĘľīďQ”Õ°Ę’{(di®§o)’ŻŐŪľ”Ą©“‘ ĻłĮőgń•ďpúp…ŔĶĹ◊ÓĶÕ≥Ő∂»°£ěť∑ņ÷Ļ?ji®¶)ôĽ¨”ÕĪĽÕ‚ĹÁĶńňģ«’ňĮ°ĘňŠļÕ∆šňŻļ¨”–”–ļ¶ĶńőÔŔ|(zh®¨)ňýőŘ»ĺĶŔ÷Ō£¨żX›Ü—bņÔĎ™(y®©ng)”–Ńľļ√Ķń√‹∑‚°£‘ŕľ”Ļ§‹ŮŇ≠°ĘôzÚěŖ^≥Ő÷–»ų◊Ń£¨»ŰŇcłĮőg–‘ĹťŔ|(zh®¨)Ĺ””|ēr£¨Ď™(y®©ng)Ĺ®ŃĘļŌņŪĶńĻ§ňá“é(gu®©)≥Ő’ű š£¨“‘ ĻłĮőgúp…ŔĶĹ◊ÓĶÕŌř∂»ő≥∑Ô°£
A.1.6.1 ›pőĘńzļŌĶńƶ≤Ŗ
Ņō÷∆∆ūĄ”Ŗ^≥Ő÷–Ķń›dļ…ļÕĪ£◊CŃľļ√ĶńĚôĽ¨ólľĢł£’Í£¨Ņ…Ī‹√‚ģa(ch®£n)…ķ›pőĘńzļŌŃ√Ĺņ°£»Á”…›pőĘł……ś“ż∆ūĶńďpāŻ£¨ĄtĎ™(y®©ng)ľįērŇŇ≥żģa(ch®£n)…ķł……śĶń∆ū“ÚÕŕŃĪ°£
A.1.6.2 ÷–Ķ»ńzļŌĶńƶ≤Ŗ
ĹĶĶÕĻ©”Õúō∂»“‘ĹĶĶÕżX›Ü’Żůwúō∂»ÕÍņŲ£¨ďQ”√”–ėOČļŐŪľ”Ą©ĶńĚôĽ¨”Õ£¨‘ŕĹ””|żX√śÕŅ∑ůĻŐůwĚôĽ¨Ą©ńī“®£¨ņŻ”√ÁŮń•ľ”Ļ§ĹĶĶÕĪŪ√śī÷≤ŕ∂»Ķ» Ģ∆®£¨ĺýŅ…”–ņŻ”ŕ‘ž≥…Ńľļ√ĶńĚôĽ¨ólľĢ£¨Ŗ_ĶĹ∑ņ÷ĻńzļŌĶńńŅĶń÷Íĺō°£‘ŕŅ…ń‹ĶńólľĢŌ¬ľŽĹÚ£¨ŖmģĒ(d®°ng)ĹĶĶÕ›dļ…ļÕňŔ∂»£¨“≤Ņ…úp›pĽÚĪ‹√‚Ŗ@∑NďpāŻľÓ‘ĺ°£
A.1.6.3 ∆∆Čń–‘ńzļŌĶńƶ≤Ŗ
ĪōŪöĪ£◊CżX›ÜāųĄ”‘ŕ“Ľ∂®›dļ…”™łŽ°ĘňŔ∂»°Ęúō∂»Ķ»ólľĢŌ¬‘įŌś£¨ ľĹKĺŖ”–Ńľļ√ĶńĚôĽ¨ŇęÕÚ°£≤…”√ėOČļŐŪľ”Ą©“‘ľįŐō ‚łŖ’≥∂»ĶńļŌ≥…żX›Ü”Õ£¨Ņ…∑ņ÷ĻŖ@∑NďpāŻĶ•ńĻ°£ļ¨ŅĻńzļŌŐŪľ”Ą©ĶńļŌ≥…”ÕłŲņů£¨“≤ń‹∑ņ÷Ļ‘ŕ›^łŖúō∂»Ō¬Ļ§◊ųĶńżX›ÜĶńńzļŌ°£
A.1.6.4 ĺ÷≤ŅńzļŌĶńƶ≤Ŗ
Ņ…Õ®Ŗ^ŌŻ≥żĺ÷≤Ņ›dļ…ľĮ÷–ĀŪĪ‹√‚įl(f®°)…ķĺ÷≤ŅńzļŌ∑ĶĻ§°£żX›ÜŌšůw›SŅ◊÷––ńĺÄĶń–őőĽĻę≤ÓļÕżX›ÜżXŌÚ’`≤ÓĎ™(y®©ng)ŖxĶ√ŖmģĒ(d®°ng)“◊ĽŖ°£łŖňŔżX›ÜĎ™(y®©ng)◊Ę“‚ Ļ—ōáßļŌÖ^(q®Ī)Ćí∂»…ĘüŠĺýĄÚ£¨ņšÖs”ÕŃŅļÕĻ©”Õ≤ŅőĽ“™ŖmģĒ(d®°ng)Ķ’ĺņ°£Ļń–őżXĶńĻń–őŃŅ“≤≤Ľń‹ŖxĶ√ŐęŖ^īůļ∑”ģ°£
A.2.1.1 ‘Á∆ŕŁcőgĶńƶ≤Ŗ
›ÜżXĪŪ√śĻ‚Ľ¨ļÕŹńŖ\řD(zhu®£n)“Ľť_ ľ›dļ…ĺÕ—ōżXĆí∑÷≤ľŃľļ√£¨Ņ…Ī‹√‚ģa(ch®£n)…ķŖ@∑NŁcőg£ģŐŠłŖżX–őĺę∂»ĽűŠ„°Ę≤…”√żXņ™–ř–ő“‘úp–°Ą”›dļ…Ķńřk∑®◊ů»®£¨‘ŕ“Ľ∂®≥Ő∂»…ŌŅ…Ņō÷∆ģa(ch®£n)…ķŁcőg°£ĺę–ńŇ‹ļŌ£¨“≤Ņ…łń…∆›ÜżXĶńŔNļŌ«ťõr…Õ≥Ŕ£¨Źń∂Ýúp›p‘Á∆ŕŁcőg¬Ňļō°£
A.2.1.2 ∆∆Čń–‘ŁcőgĶńƶ≤Ŗ
Ī£≥÷Ĺ””|Ď™(y®©ng)ѶĶÕ◊”›ÜżX≤ńŃŌĶń∆£ĄŕėOŌř£¨∆∆Čń–‘ŁcőgĺÕŅ…Ī‹√‚–Ņ…Ī°£ŐŠłŖ≤ńŃŌĶń”≤∂»ň¶’Ľ£¨Ņ…ŐŠłŖ≤ńŃŌĶń∆£ĄŕėOŌř£ģ”–ērÉHŐŠłŖ÷ųĄ”ľĢĶń”≤∂»£¨“≤ń‹÷∆÷ĻŖ@∑NŁcőgł‚‘Ŕ°£ŐŠłŖĚôĽ¨”ÕĶń’≥∂»“‘ľį≤…”√Ŗm“ňĶńŐŪľ”Ą©ŃŅ√Ľ£¨Ć¶∑ņ÷ĻżX√śŁcőg∂ľ”–√ųÔ@Ķń–ßĻŻ°£
A.2.2 ĄÉ¬šĶńƶ≤Ŗ
ĻżX√śĶńĹ””|Ď™(y®©ng)ѶĹĶĶÕĶĹ≤ńŃŌĶń∆£ĄŕėOŌř“‘Ō¬ÕĽŌŽ£¨Ņ…Ī‹√‚Ŗ@∑NďpāŻŇĻŐ„°£
ƶżX›Ü≤ńŃŌŖM––”≤ĽĮŐéņŪŅ…ŐŠłŖ∆šŅĻĄÉ¬šĶńń‹Ń¶°£Õ®≥£÷∂«»£¨‘ŕŁcőgŅ”ĽýĶA(ch®≥)…ŌĽÚĪŪ√śŃ—ľy–÷ŌÝ°Ę»ĪŌ›įl(f®°)’Ļ∂Ý≥…ĶńĄÉ¬šĶń≥Ų¨F(xi®§n)£¨’f√ųżX√ś≥–›dń‹Ń¶≤Ľ◊„∆ÝŔž£¨“ÚīňÕýÕý–Ť“™Ć¶żX›ÜŖM––÷ō–¬‘O(sh®®)”č≤ő‘»°£
ƶŃŪ“Ľ∑NĄÉ¬š®D ĪŪĆ”Čļňť£¨∑ņ÷ĻŖ@∑NĄÉ¬šĶń◊Ó”––ßĶńřk∑® «ŖmģĒ(d®°ng)‘Ųľ”›ÜżX”≤ĽĮĆ”Ķń”––ß…Ó∂» ––≠£¨Õ¨ērŖmģĒ(d®°ng)‘Ųľ”›ÜżX–ĺ≤Ņ≤ńŃŌĶń”≤∂»’—≤÷£ĽŖ@Ņ…“‘Õ®Ŗ^łńďQ≤ńŃŌĽÚłń◊ÉüŠŐéņŪĻ§ňáĶ»īŽ ©ĀŪŖ_ĶĹ°£÷Ń”ŕīś‘ŕŖ^īůĶń”–ļ¶öą”ŗĎ™(y®©ng)Ѷň≤√Ę£¨ĄtĎ™(y®©ng)–řłń‘O(sh®®)”čŅ≠Ńĺ°£īňÕ‚£¨úp…Ŕ›dļ…ľĮ÷–“≤ «”–ņŻĶń ľ ų°£
A.3.1 ńŽďŰň‹◊ÉĶńƶ≤Ŗ
úp–°Ĺ””|Ď™(y®©ng)ѶļÕ‘Ųľ”Ĺ””|ĪŪ√śľįīőĪŪ√ś≤ńŃŌĶń”≤∂»ŇĘ ◊£¨Ņ…“‘ŌŻ≥żŖ@∑NďpāŻ°£ŐŠłŖżXĺŗĺę∂»ļÕúp–°żX–ő’`≤ÓēĢłń…∆›ÜżXĻ§◊ų«ťõr…Ģ‘◊£¨≤ĘĹĶĶÕĄ”›dļ…“īň«£Ľ≤…”√ėOČļŐŪľ”Ą©ļÕłŖ’≥∂»ĶńĚôĽ¨”Õ“‘łń…∆żX›ÜĶńĚôĽ¨«ťõr°ĘĹĶĶÕń¶≤ŃѶ—Ĺ–Ō°£Ī£◊Cį≤—bĺę∂»»ų¬Ŕ£¨Ņō÷∆żXŌÚ’`≤Ó£¨“‘Ī‹√‚›dļ…ľĮ÷–ľŘŐ £¨“≤ «“Ľį„≥£≤…»°ĶńīŽ ©…Í—Ř°£
A.3.2 ų[įôĶńƶ≤Ŗ
‘Ųľ”żX√ś”≤∂»°Ęúp…ŔĹ””|Ď™(y®©ng)Ѷ≤ű“¬°Ęłń…∆ĚôĽ¨†Óõrņ® ¨£¨∂ľŅ…∑ņ÷Ļų[įôĶńįl(f®°)…ķŌÔÚĹ°£≤…”√ėOČļŐŪľ”Ą©ļÕłŖ’≥∂»ĶńĚôĽ¨”Õ°ĘŐŠłŖňŔ∂»ĪŰ∑≠°ĘŅō÷∆żX›ÜĶń’ŮĄ”Ķ»řk∑®∆®įō£¨∂ľŅ…łń…∆ĚôĽ¨†Óõr°£
A.3.3 ∆ūľĻĶńƶ≤Ŗ
ĹĶĶÕĹ””|Ď™(y®©ng)Ѷ”–ňÕ°Ę‘Ųľ”≤ńŃŌĶń”≤∂»ļÕ≤…”√éßėOČļŐŪľ”Ą©Ķń’≥∂»›^īůĶńĚôĽ¨”Õń‹ČÚ∑ņ÷Ļ∆ūľĻįl(f®°)…ķŐ ”ų°£‘ŕõ]”–—≠≠h(hu®Ęn)ĚôĽ¨ŌĶĹy(t®Įng)ĶńāųĄ”÷–£¨Ĺõ(j®©ng)≥£łŁďQĚôĽ¨”Õ≤ĘĪ£◊CĚôĽ¨Ą©÷–õ]”–Õ‚ĀŪĶńŽsŔ|(zh®¨)»ł’™£¨“≤ «”–“śĶń“ň÷ý°£
A.3.4 ČļļŘĶńƶ≤Ŗ
∑ņ÷ĻÕ‚ĹÁģźőÔĶŰŖMżX›ÜāųĄ”—b÷√÷–£¨”»∆š‘ŕôz–řērłŁĎ™(y®©ng)◊Ę“‚Īŗļį°£ľįēr«ŚņŪāųĄ”—b÷√ľūĪ°£¨ŇŇ≥żĹūĆŔňť∆¨Ķ»Õ‚ĹÁģźőÔ°£›p∂»ĶńČļļŘ—Ĺ–≤£¨Ĺõ(j®©ng)–ř’ŻżX–őļů’–Ī∑£¨»‘Ņ…Ī„”√Õ߬»°£
A.3.5 żXůwň‹◊ÉĶńƶ≤Ŗ
ƶ”ŕ—≠≠h(hu®Ęn)ĚôĽ¨ĶńżX›Ü—b÷√÷≥į…£¨“™◊Ę“‚∑ņ÷Ļ?ji®¶)ôĽ¨ŌĶĹy(t®Įng)Ĺo”Õ≤Ľ◊„ļÕ÷–Ēŗ°£Ć¶”ŕ”Õ≥ōĚôĽ¨ĶńżX›Ü—bņÔ“©ī∂£¨“™◊Ę“‚”Õ√śőĽ÷√ńŃ∑Ķ°£ŐŠłŖĚôĽ¨”ÕĶń’≥∂»£¨”–ērŅ…ę@Ķ√“Ľ∂®–ßĻŻĪš‘ĺ°£Ć¶”ŕņšň‹◊É–őĶńżX›Ü√÷÷ż£¨÷ų“™“™ŐŠłŖżX›Ü≤ńŃŌĶń«Ł∑ĢėOŌř°£
A.4.1 ∆£Ąŕ’ŘĒŗĶńƶ≤Ŗ
–řłńżX›ÜĶńé◊ļőÖĘĒĶ(sh®ī)ĪŮĺŲ°ĘĹĶĶÕżXłýĪŪ√śī÷≤ŕ∂»Ń≥ļÚ°ĘƶżXłýŖM––’żī_ĶńáäÕŤŐéņŪ°Ę‘ŲīůżXłýąAĹ«įŽŹĹįůńŤ°ĘƶżXłýąAĹ«Ö^(q®Ī)ŖM––’{(di®§o)’Ż“‘ĹĶĶÕżXłýő£ŽUĹō√śĶńŹĚ«ķ∆£ĄŕĎ™(y®©ng)Ѷ‘ň¬Ŕ°Ęƶ≤ńŃŌŖM––ŖmģĒ(d®°ng)?sh®ī)ńüŠŐéņŪ“‘ę@Ķ√›^ļ√ĶńĹūŌŗĹMŅó“‘ľįĪMŅ…ń‹ĹĶĶÕ”–ļ¶Ķńöą”ŗĎ™(y®©ng)ѶĶ»īŽ ©ĺý”–÷ķ”ŕ∑ņ÷Ļ∆£Ąŕ’ŘĒŗ°£
A.4.2 Ŗ^›d’ŘĒŗĶńƶ≤Ŗ
Źń‘O(sh®®)”č…Ō∑ņ÷ĻŖ@∑NďpČń «Ī»›^ņߎyĶńŇš…Ó£¨“ÚěťŖ@∑NďpČńĹõ(j®©ng)≥£ «“Ľ–©“‚Õ‚Ķń“Úňōňý‘ž≥…–ĮŐŪ°£◊Ę“‚Ī‹√‚“‚Õ‚Ķńáņ(y®Ęn)÷ōŖ^›d“‘ľį‘ŕāųĄ”ŌĶĹy(t®Įng)÷–‘O(sh®®)÷√į≤»ę—b÷√£¨»Áį≤»ę¬ď(li®Ęn)›S∆ųĶ»¬®“∂£¨Ņ…”–÷ķ”ŕ∑ņ÷ĻŖ^›d’ŘĒŗŃ“¬”°£
A.4.3 ŽSôCĒŗŃ—Ķńƶ≤Ŗ
‘ŕ‘O(sh®®)”čēr£¨ŖxďŮļŌņŪĶńÖĘĒĶ(sh®ī)ļÕĹY(ji®¶)ėč(g®įu)ł◊Õ–£ĽŌŻ≥żģa(ch®£n)…ķŖ^łŖĺ÷≤ŅĎ™(y®©ng)ѶľĮ÷–ĽÚŖ^łŖ”–ļ¶öą”ŗĎ™(y®©ng)ѶĶńólľĢ◊ůĶ–£Ľī_Ī£≤ńŃŌĶń∆∑Ŕ|(zh®¨)ŮęĶį£Ľáņ(y®Ęn)łŮŅō÷∆ľ”Ļ§Ļ§ňáŖ^≥Ő∑ņ÷Ļģa(ch®£n)…ķłų∑N»ĪŌ›ļÕ∑ņ÷Ļ”≤–‘ģźőÔŖM»ŽáßļŌ°£
A.5.1 ›ÜŇų»ĪŌ›Ķńƶ≤Ŗ
≤…”√ļŌņŪĶń“ĪĹ√Ōř°ĘŤT ›ļŕ°ĘŚĎ°ĘļłĻ§ňá∆śĽĹ£ĽĹ®ŃĘŖmģĒ(d®°ng)?sh®ī)ń›ÜŇųôzÚě÷∆∂»÷ļ«„£¨ľįērŐř≥ż≤ĽļŌłŮĶń›ÜŇų°£
A.5.2 ī„ĽūŃ—ľyĶńƶ≤Ŗ
łýďĢ(j®ī)żX›Ü≤ńŃŌļÕƶ∆š“™«ů÷∆”ÜļŌņŪĶńī„ĽūĻ§ňá“é(gu®©)≥Ő≥°Ň„£¨≤Ęáņ(y®Ęn)łŮŅō÷∆Ļ§ňáŖ^≥ŐįůĻ¶°£»Áī„ĽūňŔ∂»≤ĽĎ™(y®©ng)Ŗ^łŖĽÚŖ^ĶÕĶ»°£żX›ÜĶńłų≤Ņ≥ŖīÁŇcĹY(ji®¶)ėč(g®įu)ŖmĎ™(y®©ng)ī„ĽūĻ§ňá“™«ůł…’Ű°£Ď™(y®©ng)Ī£◊CĻ§ňá‘O(sh®®)āšĻ§◊ų’ż≥£Ņķ ť°£
A.5.3ń•ŌųŃ—ľyĶńƶ≤Ŗ
ŖxďŮŖmģĒ(d®°ng)?sh®ī)ńń•ŌųĻ§ňᣨŅō÷∆ŖMĹoĪPļÕń•ŌųňŔ∂»ľ•Ú«£¨ľ”ŹäņšÖsīŽ ©ÕĶĪĽ£¨Ŗx”√≤Ľ“◊ń•Ń—Ķń≤ńŔ|(zh®¨)ļÕļŌŖmĶńüŠŐéņŪĻ§ňá°£
A.5.4 ŽäőgĶńƶ≤Ŗ
”–ÍP(gu®°n)Žä‘O(sh®®)āšĽÚŅ…ń‹Õ®Ŗ^¬©ŽäŃųĶńżX›Ü—b÷√Ď™(y®©ng)áņ(y®Ęn)łŮĹ^ĺČ»ģ“ę°£ŖmģĒ(d®°ng)?sh®ī)ō∑Ň÷√Ĺ”ĶōĺÄ Ň«≤°£
A.5.6 ł……śďpāŻĶńƶ≤Ŗ
Ď™(y®©ng)‘ŕ‘O(sh®®)”čļÕľ”Ļ§Ŗ^≥Ő÷–£¨Źń›ÜżXé◊ļő–ő†Óį—»Ķ£¨«–ŌųĶ∂ĺŖ“‘ľį÷∆‘žį≤—bĶ»∑Ĺ√śľ”“‘Ī‹√‚ĶĘ Ę°£ŖxďŮŖmģĒ(d®°ng)?sh®ī)ńĚôĽ¨”ÕļÕņšÖsīŽ ©“≤ «”––ßĶń°£
A.5.6 ›ÜĺČļÕ›óįŚďpāŻĶńƶ≤Ŗ
›ÜĺČ∑ŁńŠ°Ę›óįŚĶń≥ŖīÁĺýĎ™(y®©ng)ĚM◊„Źä∂»“™«ů∑řť›°£ĺ÷≤ŅĎ™(y®©ng)ѶľĮ÷–“Úňō£¨»Á«–ŌųĶ∂ļŘĪ¨Ĺ◊°Ęń•ŌųŃ—ľy‘ÔÕł°Ę›ÜĺČļÕ›óįŚŖ^∂…ŐéĶńľ‚šJąAĹ«Ķ»£¨Ď™(y®©ng)‘O(sh®®)∑®úp…ŔĽÚŌŻ≥żĪśÕľ°£Īō“™ērįŗŐ◊£¨Ď™(y®©ng)≤…»°”––ßĶńúp’Ů°Ę∑ņ’ŮīŽ ©ÕĹ“Ř°£
łĹľ”’f√ų£ļ
Īĺėň(bi®°o)ú (zh®≥n)”…ôC–ĶĻ§ėI(y®®)≤ŅŐŠ≥Ųńűĺ°£¨”…ôC–ĶĻ§ėI(y®®)≤Ņŗć÷›ôC–Ķ—–ĺŅňýöwŅŕ°£
Īĺėň(bi®°o)ú (zh®≥n)”…Ė|ĪĪĻ§ĆW(xu®¶)‘ļļÕĪĪĺ©šďŤFĆW(xu®¶)‘ļōďōü(z®¶)∆ū≤›”«őū°£
Īĺėň(bi®°o)ú (zh®≥n)÷ų“™∆ū≤›»ňĖ|ĪĪĻ§ĆW(xu®¶)‘ļļőĶ¬∑ľ…ľŇģ°ĘĄĘ“ū°Ę≤Őīļ‘ī‘ßőŁ°Ę∂ű÷–ĄP—¨Ņś£ĽĪĪĺ©šďŤFĆW(xu®¶)‘ļłĶĶ¬√ųňŔ”¬°Ę’ĄľőĶĚ°Ę÷ž–ĘĶď’Ōņ•°Ę∑∂īĻĪĺ«∑¬ż°£