ZGW4-12�[�U�p������ԇ��
��ǰ����Փ�����Ļ��A(ch��)�ϣ��҂��O(sh��)Ӌ��һ�_�[�U�p�����Ǻ������M(j��n)���˘әCԇ�ƽ��ӣ�������ĘәC�\�D(zhu��n)��B(t��i)���ã������C��(g��u)�O(sh��)Ӌ�Ǻ����IJ�������Փ���������_��ëʦ�����ڗl�����������Ŀǰ߀�]���M(j��n)��Ч�ʵ�ԇ�����
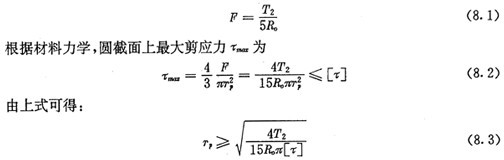
8.1 2GW4-12�[�U�p�������O(sh��)Ӌ
8.1.1�O(sh��)ӋҪ��
�O(sh��)Ӌһ�[�U�p������ի����֪�l���ǣ����ӹ��ʞ�4KW��ݔ���S�D(zhu��n)�ٞ�1500�D(zhu��n)������Գ�����ӱȞ�12���ף��Pʽ���ΙC������늙C���ǹ���
��̖��2GW4-12���ĺ��x��
��2����ʾ�C��̖�ϣ�ʹ���ƗU�p������2̖�C��������
��G����[�U�Ĵ�̖��
��W���������Pʽ���ã��Єe����ʽ��L����ѭ��
��4����ʾ���ӹ��ʞ�4KW��
��12����ʾ���ӱȣ�ݔ���cݔ���D(zhu��n)�ٱȣ���12���ޡ�
�O(sh��)Ӌ��ָ��(d��o)˼�룺
�M������Ŀǰ�������a(ch��n)��2TW4-12�ƗU�p�����ęC�������P(gu��n)���ë��������(n��i)�����ƗU���ӽY(ji��)��(g��u)�ijɔ[�U���ӽY(ji��)��(g��u)ӱҽ��ͨ�^�״ΘәCԇ��λ�ã�����C�C��(g��u)����ԭ����ǰ����Փ���������_�ԡ�
8.1.2 �Y(ji��)��(g��u)��ʽ�Ĵ_��
�����O(sh��)Ӌ�_��ԓ�C��(g��u)�鼤����������������(n��i)�XȦ�̶���¿������Ȧݔ��������Y(ji��)��(g��u)��ʽ������(j��)��֪�l�����£���֪��(n��i)�XȦ�X��(sh��)��(y��ng)��Z
N=11���ƣ���Փ�[�әC��(g��u)��(sh��)Ŀ��Z
C=12�������_(d��)���oƽ�ⰳ�ܣ������p�ŽY(ji��)��(g��u)���硣���H�C��(g��u)���ó��X��ÿ��һ���[�әC��(g��u)���һ���������H�[�әC��(g��u)��(sh��)Ŀ��

��ɤ�����ź���������12���[�әC��(g��u)��
8.1.3�����O(sh��)Ӌ����(sh��)�Ĵ_��
�[�U�p�����Ļ����O(sh��)Ӌ����(sh��)�ǣ��������돽Tbή�㣻������ƫ�ľ�e���㣻�L�Ӱ돽Tz���U�[���������C��(g��u)�������ĵľ��xR0��ü���Լ��[�U�����ijߴ煢��(sh��)W1��ȡ��W2��h1�ֻʡ�h2�Ĵ䡣����ʹ�[�U���ڼӹ����b��r��ͨ���ԣ�ȡW1=W2�ľ���h1=h2���������(sh��)�Ĵ_�����E���£�
�م����ƗU�p�������xȡ���օ���(sh��)
��ǰ���M(j��n)���ƗU�p�����ă�(y��u)���O(sh��)Ӌ����ָ�����������돽Tb���xȡӤ�ɣ���(y��ng)�Y(ji��)���S�еĘ�(bi��o)��(zh��n)���M(j��n)����Ю�����⣬�Ľ�(j��ng)���ͼӹ����㿼�]����L��Ҳ��(y��ng)�Բ�ُ�F(xi��n)�ɵĞ������ӡ�����(j��)�����O(sh��)Ӌ��ָ��(d��o)˼�����ϣ�Tb��e����Tz��Т���@��������(sh��)��ȡֵ��ȫ����ͬҎ(gu��)���ƗU�p������2TW4-12����ȡֵ������
Tb=50mm�� e=3.5mmֲ�ۣ� Tz=7mm
�������ìF(xi��n)�еęC����ʹ���c2TW4-12�ƗU�p������ͬ�Ă���Ȧ����(n��i)�XȦë����ų���xW1=W2=12.25mm
�ڳ��x�S�N�돽TP
�[���S�N�ڂ����^������Ҫ�Á���f�����ڸ�������(j��)�[�әC��(g��u)�ĽY(ji��)��(g��u)��ʽ��TP���xȡ��Ҫ��(y��ng)����(j��)����(y��ng)����Ӌ����M(j��n)��ĺ˳���S�N�x�Ø�(bi��o)��(zh��n)�A���N��GBI119-76)��¨�����S�ü���(y��ng)����[��]=34(N/mm2��
���(q��)�ӹ��ʼ�ݔ���D(zhu��n)�٣��ɽ��ƣ�����Ħ���pʧ�����ݔ��Ť��T2�飺
�ڲ����p�ŽY(ji��)��(g��u)����r�´��룬�ٶ�ͬ�r̎��������B(t��i)�ĈA���N��5�����tÿ���A���Nƽ���ܵ���������F���ƞ飺
��Ro�Ը��Թ�Ӌֵ70mm������ʽ��ɵ�
TP��3.5mm
����(j��)�A���NҎ(gu��)���xTP=4mm
��ͨ�^��(y��u)���_������(sh��)R0��h1��h2��
��(y��u)��Ŀ��(bi��o)����(sh��)��
����Փ����Ч�ʘO��郞(y��u)����Ŀ��(bi��o)���գ�Ŀ��(bi��o)����(sh��)�飺
���϶�λ��

��ȡֵ������[0Ҩ����

]������ƽ���ֳ�20�ȷֶ�������
j��ʾ

ȡ��j�����c����O�_ʼ����ֵ�r�ͷͣ��C��(g��u)�ć���Ч��
��ʽ��Ħ��Ǽ�Ħ��ϵ��(sh��)���x���ǣ���1=0.003���ȣ���2=0.012���ȣ�fa=0.011��ͬ�r�����Ĕ[�әC��(g��u)��(sh��)Ŀng������ɰ�ʽ��7.33��Ӌ�㡣
�s���l����Ҫ���]�ˏ��ȼs�����Xȫ��������Ѷ��
���ȼs����Ҫ��(y��ng)�M���(n��i)Ȧ�c��L��֮�g�Ľ��|��(y��ng)���l�����Լ��������c��(n��i)�L��֮�g�Ľ��|��(y��ng)���l���ð����l��ʽ��bȡ25mm���塣
��(n��i)�XȦ���L�����⡢��������ʹ��GGT15���������չ����(j��ng)��̎����Ӳ�ȿ��_(d��)HRC=58��62���S�ý��|��(y��ng)����850��1200N/mm2����֮��(n��i)������ȡ[��]HJ =[��]HN=850(N/mm2������ʽ���M(j��n)��Ӌ���Խա�
�Xȫ�����ƣ�
�c�ƗU�p������ͬ���ǣ��U�p������(n��i)�XȦ��Փ�X�����X�߿��Բ�����ƫ�ľ�e��2��ӭ�࣬��(d��ng)�X���^С�r�ٻ�������Ч�ʽ��Ͳ��ţ���(d��ng)�X���^��r���C��(g��u)������B(t��i)���ó��ڣ����ԑ�(y��ng)�����Xȫ����2����ƫ�ľ��֮��(n��i)�Ϻˡ�
�X���ϵ��c����������o�ľ��xd�飺

��8.6��
��ʽ�е�x
N��y
N����ʽ��7.9����ʾ���X���ϵ��c������(bi��o)ֵ����(d��ng)

�rɰ�����c��x
N��y
N������(y��ng)�X��������@�rd����Сֵƫd
min��ź����(d��ng)

�r���c��x
N����y
N������(y��ng)�X�����@�rdƫ�վ��Xȫ�ߵ��ڼ�������c��Сֵ֮��Ϳ�ߡ��Xȫ�����Ɨl���Ɍ��飺

��8.7��
��(j��ng)������(sh��)�W(xu��)ģ�̓�(y��u)���ã�

ҡ�� h
1=h
2=19mm�׳ݣ� ��
P=0.976�������D(zhu��n)�ӣ�
�� �S�N����
���л����O(sh��)Ӌ����(sh��)�_����(y��ng)���S�N����(d��n)ؓ(f��)������d�Ɂ�У��������x���S�N�돽TP�Ƿ���mӾǶ������(j��)������(y��ng)��Ӌ�㹫ʽ�У�

��8.8��
���������û����O(sh��)Ӌ����(sh��)��ֵ����ʽ��7.70���������ֵ�ɵ�

=1082.5��N��Բ�ң��������ʽ��8.8����

��С�����x�S�N���S�ý��|��(y��ng)��,�ʝM���O(sh��)ӋҪ����
����ʹ�[�U�ڂ����^���в��l(f��)���\�Ӹ����վ�����[�U�M(j��n)������(y��ng)������̎�������Â���Ȧ�����ϲ����ƗU�p�����е���ʽ�ųѣ������۵Č��ȼӌ������������c�[�U�������D8.1��2GW4-12�[�U�p�����ĽY(ji��)��(g��u)�Dзᣡ�
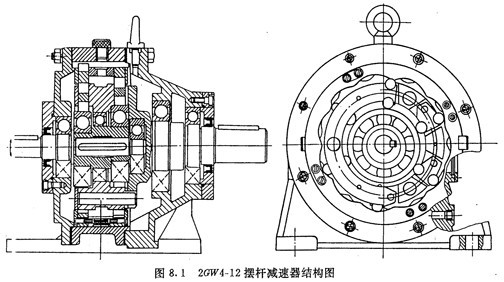
8.1.4�\�ӷ���
����(j��)���������O(sh��)Ӌ����(sh��)�����㲿���ĽY(ji��)��(g��u)����(sh��)������������Ҫ�\�Ӳ����Ĺ����^����Ӌ��C��Ļ�τӑB(t��i)�@ʾ�������D8.2�DŽӑB(t��i)�����^���е�һ���D����ȡ�Ӌ��C����Y(ji��)���c��Փ������ȫһ��ѩλ��
8.2��(n��i)�XȦ�X���Ĕ�(sh��)�ؼӹ�
�[�U�p�����ă�(n��i)�XȦ�X�������Ô�(sh��)�����ײ����(sh��)��ĥ���քe�M(j��n)�дֱ�ϴ�����ӹ������ΘәCԇ���x�Ô�(sh��)�ز��X�C�M(j��n)��һ�γ��͵ļӹ����������������S���GC,15���m��(y��ng)������̎�������ΰ�������������M(j��n)�П�̎��׃�����^��Ѩ�������ʹ��ˢ價�ˇ���X������ˢ�һ���һ�u�Ͻ�Ӳ�ȿ��_(d��)HRC=58��62
8.2.1���ߵ�У��
��(n��i)�XȦ���X�������ǔ[�әC��(g��u)��L�ӵİ��j(lu��)�����ꡣ���M(j��n)�Д�(sh��)�ؼӹ��r�����ʹ�õĈA�嵶�돽�ɲ����ڌ��H��L�ӵİ돽��ֻҪ�ڼӹ��^���в��l(f��)���������������š�����������M(j��n)�Д�(sh��)�ؼӹ�����Ҫ�M(j��n)�е��ߵ�У�ˡ�
��L������܉�E����������k2�ɏ�ʽ��7.25�������֨������(y��ng)�����ʰ돽P2�飺

��8.9��
����Ӌ��C�����ܵ������X�������M(j��n)��һ�S��������������ʰ돽P
2����Сֵ���롣)ʹ

��( 90��, 270�㣩������(n��i)����Ƽ������ã�
P
2min=11.98mm�� ����(y��ng)��

=148.74��
ֻҪ���x�õĵ��߰돽Td������18.987mm�ܿ����Ͳ����l(f��)�������������͡����Hʹ�õĵ��߰돽��Td=11.03mm�����ϲ��l(f��)����������ėl�����С�
8.2.2�ӹ���(sh��)��(j��)������
ʹ�ð돽��Td�ĵ��ӹ��ɷ���ʽ��7.9) ����ʾ���X�������r��ϲ�������������c��(n��i)�XȦ��(li��n)������(bi��o)ϵ�е�܉�E������
����(n��i)�XȦ�X�����õȾ����Σ��xȡ��������Tz=0.18mm��Ԥ����ӹ������κ���X��Ч�棬��������܉�E���̑�(y��ng)�飺
���˵õ���(sh��)�ؼӹ�������Ĕ�(sh��)��(j��)��ʽ�����������ĵ�ֱ������(bi��o)��xd�Ѵ�yd����ʽ��4.3)����O����(bi��o)��ʾ����
�ڃ�(n��i)�XȦÿ���X���X����ȡ360���c�������X������һ����ȡ360��ll�����c���飬�������O(sh��)Ӌ����(sh��)�����߰돽Tdį�顢��������Tz��ȡֵ����O����(bi��o)��ʾʽ��֮��ɵõ�ÿ�����c����(y��ng)�ĵ�����������(bi��o)���������8.1��ʾǹ�ѡ�
��8.1 �ӹ���(n��i)�XȦ�X�������r�������ĘO����(bi��o)
|
Pd��mm�� ��d�����ȣ� |
|
73.597987 0.071937
73.601583 0.076253
73.612374 0.080550
73.630341 0.084822
73.655425 0.089064
73.687532 0.093273
73.772262 0.101573
73.824530 0.105657
73.883115 0.109692
73.947773 0.113674
74.018243 0.117602
73.612281 6.346445
73.601571 6.350790
73.597987 6.355122 |
�ṩ�o��(sh��)���(q��)�ӳ���Ĕ�(sh��)��(j��)�����һ�M�}�_��(sh��)�����߀��(y��ng)����8.1��ʾ�ĵ�����������(bi��o)ֵ�D(zhu��n)�Q��ÿ�ɂ��c֮�g������}�_��(sh��)è�
�ڔ�(sh��)�ؼӹ��^���дɷ�����8.1�ИO��Pd��׃�����ɵ�����x�S�ϵ��ƄӁ팍�F(xi��n)�ģ����O�Ǧ�d��׃�����ɱ��XȦ�S�����_���D(zhu��n)�Ӂ팍�F(xi��n)�ĸ����O(sh��)ij���c�g�O��Pd��׃�������Pd���㣬����(y��ng)�ĘO��׃���������d���t��(y��ng)��x�S�l(f��)���}�_��(sh��)nx�ɰ�ʽ��4.4��Ӌ��˺ߣ���C�S�l(f��)���}�_��(sh��)nc��ʽ��4.5��Ӌ�������
���γ��X��������ԭ���ρ��f��A�嵶��������Ҫ�D(zhu��n)�ӡ�����ʹ��ĥ�p������⣬������A�嵶�ڼӹ��^����Ҳ�B�m(x��)���D(zhu��n)��ĦϹ��ͨ��ʹ�����c�����_2��4�����D(zhu��n)�����D(zhu��n)������d�S�l(f��)���}�_��(sh��)�飺nd=��2��4��nc
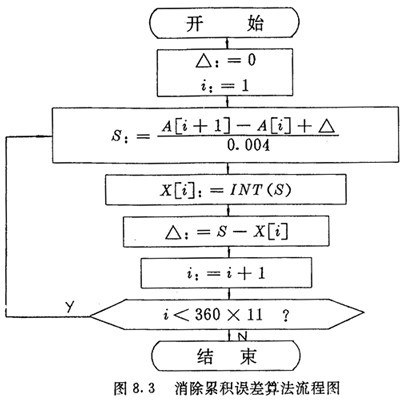
��ʽ��4.4����ʽ��4.5��Ӌ��nx��nc�r��ij���õ��IJ�����ǡ��������(sh��)�IJڣ����������۷e�`�ÿ���Б�(y��ng)����һ�ε��`��]�M(j��n)ȥ�۱������猦nx��Ӌ�㾧�����ٶ���8.1��Pd��360��11����(sh��)�Ѵ��ڔ�(sh��)�MA�У�Ӌ����360��11-l���}�_��(sh��)nx���ڔ�(sh��)�Mx�в�Į���tӋ���^����D8.3��ʾ��ã��
���õ��ṩ�o��(sh��)���(q��)�ӳ�����}�_��(sh��)��(j��)���8.2��ʾ��
��8.2 �ӹ���(n��i)�XȦ�X���r����K�}�_��(sh��)��(j��)
|
nx |
no |
nd |
|
0
-2500
-1
-3
-4
-6
-8
-10
-12
-13
-14
-16
-18
4
3
1
2500
0 |
-989
0
-59
-59
-59
-59
-57
-58
-57
-56
-55
-55
-54
-60
-59
-60
-0
989 |
0
0
118
118
118
118
114
116
114
112
110
110
108
120
118
120
0
0 |
��8.2�Д�(sh��)��ǰ��ķ�̖��ʾ�\�ӷ�����ּ���������_���D(zhu��n)����C�S�������D(zhu��n)����D�S���f��ע����̖��ʾ형rᘷ������D(zhu��n)��ؚ̖��ʾ��rᘷ������D(zhu��n)��������X�S���f����̖��ʾ�����S�������Ƅ��ڽ���ؓ(f��)̖�������Ƅ�Խ���������ڼӹ���(n��i)�XȦ�rʹ����λ�ڃ�(n��i)�XȦ���ģ�C�S�������(c��)��������X�S�l(f��)ؓ(f��)�}�_�ஔ(d��ng)���M(j��n)�������ľ�Ӵ��ࡣ
�ɱ�8.1��֪����ڳ�ʼλ�ã����������x�����_���D(zhu��n)���đ�(y��ng)����С���xPd��73.597987mm��Ѧ�������_ʼ�����r�������һ�����Č�����ïװ������10mm������ڳ����(zh��)���^���Б�(y��ng)�����M(j��n)��2500���}�_��10mm�����M(j��n)�������ӡ��ӹ��ij�ʼ�c�x���ڃ�(n��i)�XȦ�X�����X���̬����8.2�е�һ�Д�(sh��)��(j��)�Ǟ���ʹ����λ�ۻ���(zh��n)��λ�õĹ����_�D(zhu��n)���X�λ�����l(f��)���}�_��(sh��)��
8.2.3��(sh��)��(j��)�ӹ�����
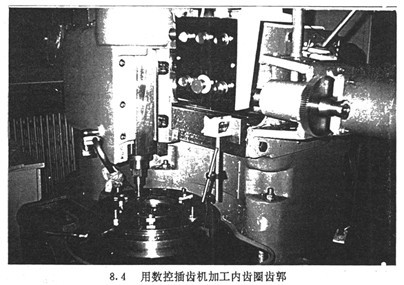
������C���üӹ���(sh��)��(j��)�����_����Dz������ʽ�ӹ�֮ǰ���ޣ�����Ӌ��C�M(j��n)�ЈD�η��档������Ҫ���@ʾһ�µ�������܉�E�Ƿ����_��ã���������(n��i)�XȦ�̶�������Ǹ��ʹ���߸���(j��)������(sh��)��(j��)��ƽ���\�ӵĈD�η��档�_����(sh��)��(j��)���_�����_ʼ��ʽ�ӹ����꣬�D8.4�������Ô�(sh��)�ز��X�C�ӹ���(n��i)�XȦ���X���ĵˡ��D8.5��ˢ��Ժ�ă�(n��i)�XȦ���[�U���¡�
8.2.4��������Ӌ�㼰�y��
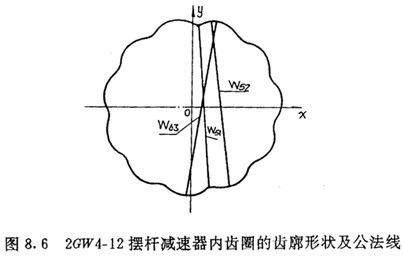
��2GW4-12�[�U�p�������O(sh��)Ӌ����(sh��)���빫�����l��ʽ��7.79���У����o��L�Ӱ돽Tz������0.18mm����˱أ��ɵõ����l��ͬ�L�ȵĹ������㣬��D8.6��ʾ��
��(d��ng)��۔�(sh��)K=5�rʵ�ʣ��ɽ��һ�l�X��һ�l���X��������
�X�������L�Ȟ�W
51=167.8764mm��裬����(y��ng)��

1.401155��̎��
���X�������L�Ȟ�W
52=171.5823mm��Ʋ������(y��ng)�ڌ���(y��ng)��

=12.4463��̎����
��(d��ng)��۔�(sh��)K=6�r��ֻ��һ�l���X������״�ߣ��L�Ȟ�W
63=182.1875mm��¹������(y��ng)��
=15.16821��̎����(j��ng)���H�y��Ŵѱ���Y(ji��)���c��ՓӋ������Ϸ�����
8.5 ˢ僺�ă�(n��i)�XȦ���[�U���D�ԣ�
8.3 �b��
�[�U�p�����������㲿�������ڽ��܊7435���S�M(j��n)�мӹ��ģ�����ԓ�S����b��Ҹ����D8.7��2GW4-12�[�U�p���������b��֮���������D8.8��ԓ�C���͡��b���̹�ڣ��\�D(zhu��n)2��С�r�����κģ��C������С���\�D(zhu��n)ƽ��(w��n)�룬������B(t��i)���ü��ӡ�
8.7 2GW4-12�[�U�p�������b���У��D�ԣ�
8.8 2GW4-12 �[�U�p�������ͣ��D�ԣ�