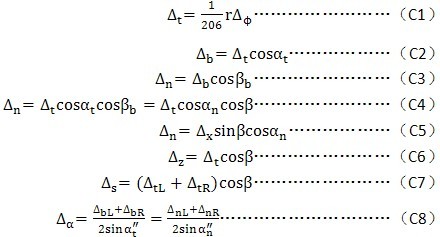
�u�_���A���X݆���șz�Ҏ(gu��)��
1 ���}��(n��i)���c�m�÷���
���˜�Ҏ(gu��)����GB10095-88���u�_���A���X݆���ȡ���Ҏ(gu��)��������C���`�һ�X����C���`�����C���`���ڴѡ�һ�X����C���`�����������ɡ��X���۷e�`���Ұ��K���X���۷e�`��ĵ��XȦ��������������������L��׃�������X���`��X��ƫ���¥������(ji��)ƫ���ұġ��X���`����|���`��߾衢�S���X��ƫ���½�������������`��ڡ��X��ƫ�������ƽ���L��ƫ���ä���X݆��������C���`�����⡢�X݆����һ�X����C���`��X݆���Ľ��|���c��20��`����X݆���Ă�϶�ęz�Ҏ(gu��)�����ʣ������X��ƫ������������`���Ŀ�������X��λ�ƿ��������y���ࣨMֵ��ƫ����p�����ľ�ƫ��Ҏ(gu��)���˙z�Ҏ(gu��)����
���˜��m����ƽ���S���ӵĝu�_���A���X݆�����X݆�����䷨��ģ��(sh��)mn���ڻ����1mm���䡣�����X����GB1356���u�_���A���X݆�����X������Ҏ(gu��)�����ᡣ
2���ؘ�
GB 10095 �u�_���A���X݆����
GB 2821 �X݆��Ҫ�ش�̖
GB 3374 �X݆�������~�g�Z
GB 1356 �u�_���A���X݆�����X��
JJ G 1001 ����Ӌ�����~�g�Z�����x
JJ G1010 �L��Ӌ�����~�g�Z�����x
JB3887 �u�_��ֱ�X�A���y���X݆
ZB J42006 �y���U
3��̖��̖
La �X��cչ�_�L�ȣ��X��c���ʰ돽�����⣬mm
Lf �X���cչ�_�L�ȣ��X���c���ʰ돽����mm
Laf �X��c���X���cչ�_�L�ȣ��X��c�c�X���c���ʰ돽֮�������mm
��a �X��cչ�_���䴭�����㣩
��f �X���cչ�_�ǣ����㣩
��af �X��c���X���cչ�_����Σ����㣩
e �y���r�X݆�İ��bƫ������������m
��To �y���U���Ͼ��`���m
��Uo �y���U�S��Z������ͽ����m
Zo �y���U�^��(sh��)
�� ���Ͼ���Ûϵ��(sh��)���ڣ�10-6/��
t �ضȣ���
��pt ���������c�Ķ��扺�������������㣩
ע�����½ǘ�o��ʾ�˜�Ԫ�����˜��X݆ƣ�ǡ��˜��U���˜ʘӰ���ʽ�����K����ʿ���y��Ԫ�����y���X݆���y���U���ԡ��y�^���͜y���x�ą���(sh��)������
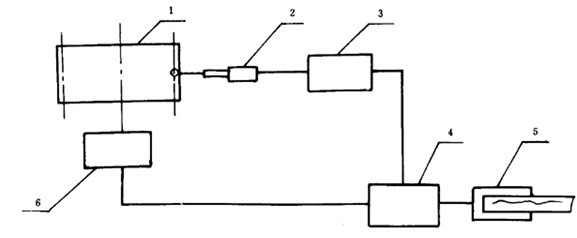
���½ǘ�1��ʾʹ�Õr�c���y�X݆�䌦���ϵ��X݆�ą���(sh��)��
�۱�Ҏ(gu��)�����и���ʽ��ֱ�X݆б�X݆���m��ס�ᣬ����ֱ�X݆ʽ��mn=m1=m��������n=��t=����
Xn=Xt=X�绡����=��b=0���ߡ�
4���懧�ϾC���`��ęz�
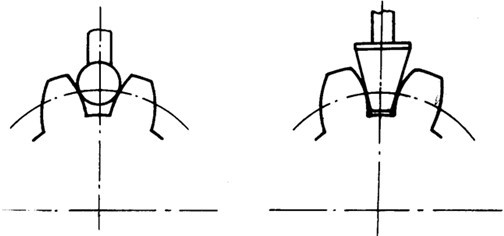
���懧�ϣ����Q�·����C���`��ęz��������C���`�� ��һ�X����C���`�� �ęz
4.1�y�������͜y���x��
�·��C���`��Ĝy�������Ї��Ϸ������˷�������
���Ϸ��Ĝy���x�����X݆���懧�ϙz��x���X݆���懧�����w�`��y���x�Ȼ�˨��
���˷��Ĝy���x�����f���X݆�y���C�ȶҽ���
4.1.1���Ϸ��y��ԭ��
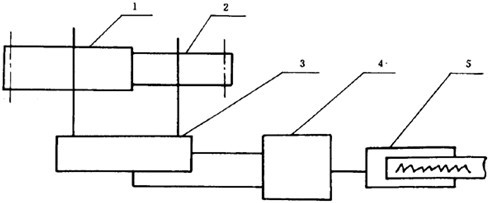
���Ϸ��y��ԭ�텢Ҋ�D1���Ա��y�X݆���D�S�����������ʹ���y�X݆2�c�y���X݆1����y���X�l���衢�y���U�ȣ������懧�ς��ӣ����˂����c�˜ʂ��Ӱl(f��)���b��3�a(ch��n)���Ę˜ʂ�������^пȿ����ͨ�^�`��̎��ϵ�y(t��ng)4�B�m(x��)�y�������y�X݆���H���D�Ǻ���Փ���D�ǵIJ�ֵ��У���ͬ��ӛ���5����ӛ䛳ɹ���C���`���������D2������ԓ�����ϰ��`��xȡ��

��

.
�D1 ���Ϸ��y��ԭ��D
1�� �y���X݆������2�����y�X݆��Ư��3���˜ʂ��Ӱl(f��)���b��
4���`��̎��ϵ�y(t��ng)��5��ͬ��ӛ���ɪձ��

��

Ҳ���Ç��Ϸ��y���w�`��ķ����y��˹��y��ԭ��Ҋ16.1.1��
4.1.2���˷��y��ԭ��
��16.1.2����ԭ��������y���������w�`��������ȫ�X�����w�`��������Ѧ����ԓ�����ϰ��`��xȡ��

��

��
4.2�y��
���w�`��y��Ҋ16.2���顣
4.2.1�y���ض�
Ҋ��15ʯ����
4.2.2�y���x���ęz��
�x�������z��Ҏ(gu��)�̻��������P���g�ļ���Ҏ(gu��)���M�Йz������(j��ng)�������T�z���ϸ�ʹ����֡�
4.2.3�y��Ԫ�����x��
���Ϸ��Ĝy��Ԫ�������ǜy���X݆��y���ṶԢ��
�y��Ԫ���ķ���ģ��(sh��)mn���������Ǧ�n���c���y�X݆һ�����ʣ����X�ι������ֵ��X�ߑ��ܱ��C���y�X݆�X�ι�������ȫ���y���ȿܡ�
�y���X݆�ľ��ȑ�����JB3887��Ҏ(gu��)�����y���U�ľ��ȑ�����ZB J42006��Ҏ(gu��)����ˮ��
4.2.4�y���x������
�y��5������5�����ȵ��X݆�r���y��ǰ����ý�(j��ng)�������T�z���Ę˜��X݆���x���������y���o�����M��У�����䡣�˜��X݆�ęz���`������ڱ��y�X݆�����`���Ŀ��������֮һ���֡�
4.2.5�y�����ʵĴ_��
Ҋ���B���a�������
4.2.6�y��λ�õĴ_��
���քe������ã���҂��X�����ܵ�ÿ���X�M�Мy����˧�����y�X�ߑ����ڻ���ڈD��Ҏ(gu��)���Ĺ����X�ߡ�
�y��Ԫ����y���U�r�������X��С�ڻ����160mm��ֱ�X݆���Sֻ�y�X���в���������C���`���������������X������160mm��ֱ�X݆�����ٷքe�y���ϡ�����������dz�ס���������Ľ�������C���`���������ģ����½���������s�ٷ�֮ʮ���X��������б�X݆���y���������傀��������C���`�������M�ɵ�ȫ�X������C���`��������̳�������g��������������٣����½���������s�ٷ�֮ʮ���X����
���X�湤�����Xֻ݆�y�������X���նá�
4.2.7�y���IJ��_����
����C���`��Ĝy�����_����

��һ�X����C���`��Ĝy�����_����

�������ڱ��y�X݆�����`���Ŀ����������֮һʿ�ӡ��y��5������5�����ȵ��X݆�r�����S�����ڶ���֮һ���ԣ����˕r������������؏͜y���Y����ƽ��ֵ����y���Y��ʣ�ʡ�
�����ܴ_���y�����_�����ܷ�M������Ҫ��r�����M�Мy�����_���ȵ�Ӌ���ˣ��
4.2.7.1����C���`��y�����_����

��Ӌ��

����ʽӋ�㣺

������������������1��
ʽ�У���1�����x���y������C���`��r��ʾֵ�`��[Ҋ���A���a��������ף�Ҳ���S���x���z��Ҏ(gu��)�̴_��]����m��ҹ��
��2�����y��Ԫ�������`������Ĝy���`����ţ���m��
�y��Ԫ����y���U�r����
��������������2��
�y��Ԫ����y���X݆�r���֣�

������������������3��
ʽ�У�

�����y���X݆������C���`���m���⣻
��3�������y�X݆�y���r�İ��bƫ������Ĝy���`��Ȱ��m��

������������������4��
��4�����y��Ԫ����λ�`������Ĝy���`�����ޣ���m���ˣ�
�y��Ԫ����y���X݆�r��

������������������5��
�y��Ԫ����y���U�r��ӥ��

��������������6��
ʽ�У���41�����y���U���bƫ������Ĝy���`���ǡ����m��

��������������7��

�����y���U����A��������Ĝy���`��־Ⱥ����m�ű���
��������������8��
��ʽ��7���ͣ�8���Ю�

�r��ȡ

п�ơ�
��ʽ2�е�

���ڜy��ǰ�ؘ��X݆У�ʜy���U�y�õ���ҽ����

�Ѱ�����

���t

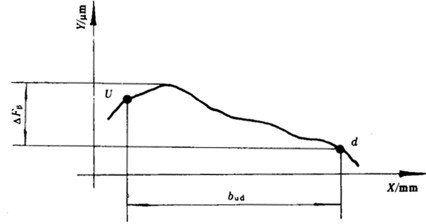
4.2.7.2һ�X����C���`��y�����_����U

��Ӌ��
U
(��m)����ʽӋ�㣺
U

��������������9��
ʽ�У���1�����x���y��һ�X����C���`��r��ʾֵ�`��[Ҋ���A���a�����ɣ�ѣ�Ҳ���S���x���z��Ҏ(gu��)�̴_��]��������m��
��2�����y��Ԫ�������`������Ĝy���`����ȳ����mӾ�ƣ�
�y��Ԫ����y���U�r�ް���
��������������10��
�y��Ԫ����y���X݆�r��

������������������11��
ʽ�У�

�����y���X݆��һ�X����C���`����к����m���ˡ�
��3�����ض��`������Ĝy���`���m��⣻

��������������12��
��4�������y�X݆�y���r�İ��bƫ������Ĝy���`���ͻ�����m��
��
4=

������������������13��
��5�����y��Ԫ����λ�`������Ĝy���`��ѣ���mȿΣ��
�y��Ԫ����y���X݆�r����
5=

��������������14��
�y��Ԫ����y���U�r��������5����ʽ��6��ô�衢��7����8��Ӌ�㡣
4.3�y���Y��̎��

��

��������C���`��������ȡֵ��ų����ֱ�X݆���S�ڽ�������C���`��������ȡֵˬ�ᡣ����б�X݆���S������������C���`�������M�ɵ�ȫ�X������C���`����������݆������ȡֵ��
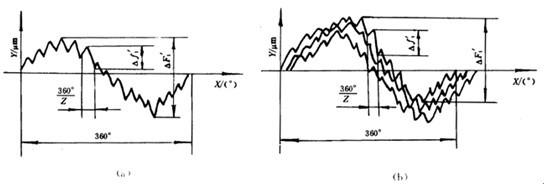
����C���`��������������������C���`��������ȫ�X������C���`�����݆�������D2(a)�������D2��b����X���˴������y�X݆�Ļ��D�Ǿ�����Y���˴������y�X݆�Ļ��D���`�
����C���`�������D[�D2(a)û�����D2��b��]��X����360�㷶����(n��i)���飬Y���˵����׃������
����X����

������(n��i)���գ�Y���˵����׃������

��ɡ�
��
���ڱ��y�X݆�ֶȈA�о�����Ӌֵ����m��������������y���r�����y��ֵ�M�ГQ�����ţ�Ҋ���C���a�����������
����4.2.6Ҏ(gu��)���ĸ��y��λ���Мy�õ�����`������y���Y����
�D2
��
ȡֵʾ��D
5�p�懧�ϾC���`��ęz�
�p�懧�ϣ����Q�p�����C���`��ęz��������C���`��

��һ�X����C���`��

�ęz�֨����
5.1�y�������͜y���x��
�p���C���`��Ĝy��������ֱ�ӷ����g�ӷ����
ֱ�ӷ��Ĝy���x�����X݆�p�懧�ϙz��x�ȡ�
�g�ӷ��Ĝy���x�����X݆���懧�ϙz��x�����֡�
5.1.1ֱ�ӷ��y��ԭ��
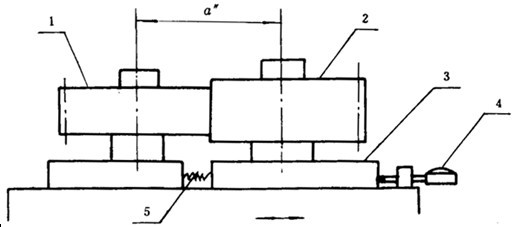
ֱ�ӷ��y��ԭ�텢Ҋ�D3���Ա��y�X݆���D�S����������ʣ��Ï���������5�õ���ʹ�ñ��y�X݆1�c�y���X݆2���o��϶���p�懧�ς��ӣ����y�X݆���p���`���D�����p�����ľ���B�m(x��)׃��ͨ�^�y������3�͜y�b��4��ӳ�����ݽ������@�N׃�Ӱ����y�X݆���Dһ�ܣ�360�㣩���м��ܣ�ӛ䛳ɏ���C���`���������D5���Ƚ࣬��ԓ�����ϰ��`��xȡ��

��

��
�D3 �p�����y��ԭ��D
1�� ���y�X݆��֭��2���y���X݆��Ф��3���y�����ܣ�4���y�b���ﲸ��5��������������
5.1.2�g�ӷ��y��ԭ��
��4.1.1��4.1.2�����Ĝy��ԭ���Ȝy�����y�X݆�����X�������C���`����������ʹ�䰴���ϕr������������λ�����У��M���p��C���`������[�D4��a��]���̣��ɗl����C���`�������g���g��׃������[�D4��b��]���鏽��C���`���������ߣ���ԓ�����ϰ��`��xȡ��
��

��ȡֵ����Ҋ5.3.1����
�D4�g�ӷ��y��ԭ��D
5.2�y��
�g�ӷ��y��Ҋ4.2���١�
5.2.1�y���x���ęz��
�x�������z��Ҏ(gu��)�̻��������P���g�ļ���Ҏ(gu��)���M�Йz����ְ����(j��ng)�������T�z���ϸ�ʹ�á�
5.2.2�y���o�����x��
�y��Ԫ����y���X݆ñ�ơ��y���X݆�ķ���ģ��(sh��)mn�ͷ������Ǧ�n���c���y�X݆һ���վơ�
�y���X݆�X��Ĵ_�����X�ߵĴ_���������C���y�X݆�Ĺ����X��ȫ���y�����X��X���o����������
�y���X݆���X�������ڱ��y�X݆���X��Ƨ�塣
�y���X݆�ľ��Ⱥͅ���(sh��)������JB 3887��Ҏ(gu��)����
5.2.3�y�����ʵĴ_��
Ҋ���B���a�����
5.2.4�y��λ�õĴ_��
����C���`����X�߹���������(n��i)�������X��ȫ�X���M�Мy����ͷ��
5.2.5�y���IJ��_����
����C���`��Ĝy�����_����

��һ�X����C���`��Ĝy�����_����

�������ڱ��y�X݆�����`���Ŀ���������֮һӥ��
�����ܴ_���y�����_�����Ƿ��ܝM������Ҫ��r�����M�Мy�����_���ȵ�Ӌ�㿵�Ρ�
5.2.5.1����C���`��y�����_����

��Ӌ�㣺

����ʽӋ�㣺

������������������15��
ʽ�У���1�����x����ʾֵ׃����[Ҋ���A���a��������䣬Ҳ���S���x���z��Ҏ(gu��)�̴_��]����mͤ�䣻
��2�������y�X݆�н����c�������ڱ��y�X݆�S��λ�ò�һ������Ĝy���`���أ���m��
��
2=

������������������16��
ʽ�У�H�������y�X݆�н����c�������ڱ��y�X݆�S������ľ��x�����mm������

�������y�������Ƅӕr���ڃ��X݆�S�����M�ɵ�ƽ���(n��i)�[�Dz�Ҩ�ţ����壩
��3������������ʾֵ�`����ԣ���m��
��4�����y���X݆�����`������Ĝy���`����������m��֣��
��
4=

������������������17��
ʽ�У�

�����y���X݆�ď���C���`���m��
��5�����y���X݆�İ��bƫ������Ĝy���`��Ԭ¢����m�ްΣ�
��5=2eo��������������������������18��
��6�������y�X݆�y���r���bƫ������Ĝy���`���m���١�
��6=2e������������������19��
5.2.5.2һ�X����C���`��Ĝy�����_����

��Ӌ��

����m������ʽӋ�㣺

������������������20��
ʽ�У���1�����x����ʾֵ׃����[Ҋ���A���������Ҳ���S���x���z��Ҏ(gu��)�̴_����˦����m�Ϻ���
��2�������y�X݆�н����c�������ڱ��y�X݆�S��λ�õIJ�һ������Ĝy���`�����룬��m��
��2��Ӌ��ʽҊʽ��16����٣�
��3��������������ʾֵ�`������m�겻��
��4�����y���X݆�����`������Ĝy���`���m��Ч��
��
4=

������������������21��
ʽ�У�

�����y���X݆��һ�X����C���`�������
��5�����y���X݆�İ��bƫ��eo����Ĝy���`���m���ݣ�
��
5=2e
osin(

)������������������22��
��6�������y�X݆�y���r�İ��bƫ��e����Ĝy���`����������m��
��
5=2esin(

)������������������23��
5.3�y���Y����̎��
��
���ď���C���`��������ȡֵ̦������8���͵���8�����ȵ��X݆���Sֱ����ָʾ���x��(sh��)Ϭ�š�
5.3.1�`������ȡֵ
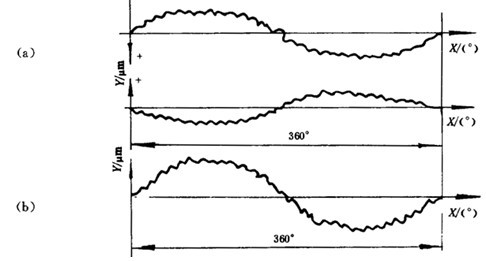
����C���`��������X���˴������y�X݆�Ļ��D�ǣ�Y���˴����p�������`��D5��ҹ�ѡ�
�D5����C���`������
����C���`��������X����360�㷶����(n��i)���Y���˵����׃������
����X����

������(n��i)թ�룬Y���˵����׃������

ա��
��
���ڱ��y�X݆�͜y���X݆�����ľ���y�X݆�p���X��ď���Ӌֵ����m��������������y���r���ߣ������y��ֵ�M�ГQ������Ҋ���C���a�������
5.3.2ָʾ���x��(sh��)
�p�懧�Ϝy���r���������y�X݆���Dһ�܃�(n��i)ָʾ��ʾֵ���׃������
���ѣ����y�X݆�D��һ���X��ǃ�(n��i)��ָʾ��ʾֵ�����׃������
���ӡ�
6�X���`��ęz�
�X���`��ęz�����X��ƫ�fpt�������X���۷e�`�fp��K���X���۷e�`�fpk�ęz
6.1�y�������͜y���x��
�X���`��Ĝy���������������ͽ^����������
�������Ĝy���x�����f�ܜy�X�x���ᡢ���Ԅ��X���x������ʽ�X���x������ʽ�X���x��֣ͤ��
�^�����Ĝy���x���І��懧�����w�`��y���x�����f���X݆�y���C�ȣ�Ҳ���������˜y���Cϱ˭���ֶ��^�ͳ��ܹ����@�R�ȃx���Ϝy��Ϳ�Ρ�
6.1.1�������y��ԭ��
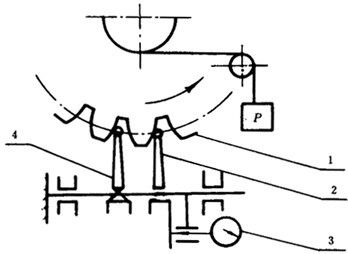
�������y��ԭ�텢Ҋ�D6���Ա��y�X݆���D�S������ʣ�Ҳ�����X픈A���棩�����������p�y�^2���ݡ�4���Ա��y�X݆1����һ�X����ׂ��X���X�����������˜ʴ��꣬ͨ�^������3���Μy�����X�����X���������ֵ���ϣ����`��x�M�Д�(sh��)��(j��)̎����Ҋ6.3.1������æ�fpϵ�ߡ���fpk�ͦ�fpt���ơ�
�D6 �������y��ԭ��
1�� ���y�X݆��2���y�y�^����3�����������죻4����λ�y�^
6.1.2�^�����y��ԭ��
�^�����ַ֞�ֱ�ӷ����g�ӷ���
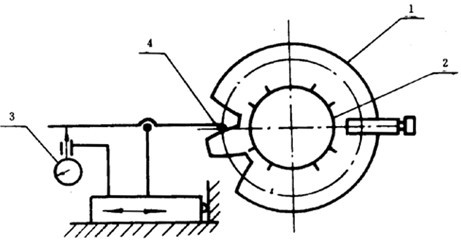
ֱ�ӷ��y��ԭ�텢Ҋ�D7��ӭ���Ա��y�X݆���D�S�������®��ؘʈA�ֶ��b��2����A��š��ֶȱP�ȣ������y�X݆1�ֶȼй����ɜy�^4�͂�����3�y���X��ƫ�����䡣Ҳ���Üy�^4�͂�����3��λ���ɘ˜ʈA�ֶ��b�Üy�����H�X���ι�ף����b���c���Q�X��DZ��^��Ѳ�����ֵ�����X��ƫ����`��x���y��ֵ�M��̎��Ц����æ�fp��ɾ����fpk�ͦ�fpt��
�D7�^�����y��ԭ��D
1�� ���y�X݆���̣�2���˜ʈA�ֶ��b��ƨ�ܣ�3����������4���y�^
�g�ӷ���16.1.1��16.1.2�����Ĝy��ԭ���Ȝy���X݆�������w�`��������ſ����ԓ�����ϰ��`��xȡ����fp���ݡ���fpk����fpt���䡣
6.2�y��
�g�ӷ��y��Ҋ16.2������
6.2.1�y���ض�
Ҋ��1��
��1�X���`��Ĝy���ض�
|
���y�X݆���ȵȼ� |
�y�����Ҝض� |
���y�X݆�c�y���x��(��y��Ԫ��)�Ĝز� |
|
������ |
�^���� |
������ |
�^���� |
|
3��5 |
20��2 |
20��3 |
��2 |
��3 |
|
6��7 |
20��3 |
20��5 |
��3 |
��4 |
|
��8 |
20��5 |
20��8 |
��4 |
��5 |
6.2.2�y���x���ęz��
�x�������z��Ҏ(gu��)�̻��������P���g�ļ���Ҏ(gu��)���M�Йz������(j��ng)�������T�z���ϸ�ʹ�ò��硣
6.2.3�y�^���x����{��
�ڱ��C���l(f��)���������ײ����r��ְ�������x��ֱ���^��Ĝy�^��
6.2.4�y�����ʵĴ_��
Ҋ���B���a�����ȵ�ȡ�
6.2.5�y��λ�õĴ_��
�X���`����X�����X���в���飬�����҂��X���M�Мy����͡����X������160mm���X݆�����ٜy���ϻ������С�������������£���ã�ס��½���������s�ٷ�֮ʮ���X�������X�湤�����Xֻ݆�y�������X횱�����
���������y���X��(sh��)����60���X݆�r�ֱ����������X�y�����y���X��(sh��)���ڻ����60���X݆�r���ӣ�����fpt�ԑ��������X�y�����ɣ�����Fp�ͦ�Fpkһ�㑪���ÿ��X�����X�a�c�y�������S�ڱ��C�y�����_������6.2.6Ҏ(gu��)����ǰ���¿Ƚ����������X�y��Ľ����
6.2.6�y���IJ��_����
�X���۷e�`��Ĝy�����_����UFP��K���X���۷e�`��Ĝy�����_����UFPK���X��ƫ��Ĝy�����_����UfPt�������ڱ��y�X݆�����`���Ŀ���������֮һ���ա��y��5������5�����ȵ��X݆�r���������S�����ڶ���֮һ�����˕r������������؏͜y���Y����ƽ��ֵ����y���Y��Ĵ�ӡ��Üy�������X��ķ����y��б�X݆�r�ᵲ��UFP��UFPK��UfPt�����������֮һ������ʹ������ʽ�x���y���rUFP��Ĵ��UFPK��UfPt�����������֮һ��
�����ܴ_���y�����_�����Ƿ��ܝM������Ҫ��r��������M�Мy�����_����Ӌ����˸��
6.2.6.1�X���۷e�`��y�����_����UFP��Ӌ��
UFP����m������ʽӋ�㣺
UF
P=

������������������24��
ʽ�У���1�����x���y���X���۷e�`��r��ʾֵ�`��[Ҋ���A���a�������Ҳ���S���x���z��Ҏ(gu��)�̴_��]��������m������
�����y�X݆�X��(sh��)Z����X�y���ķֽM��(sh��)Q���ڃx���z���r��ʹ�õĘ˜��X݆�X��(sh��)Z���r���ģ�߀������ʽ���俼�˰�Ⱥ����ʽ��I��x����ʾֵ׃���ԣ�
��
1=

������������������25��
��2�������y�X݆�y���r�İ��bƫ������Ĝy���`���а�����m��
��2=2e/cos��t������������������26��
�X픈A��λ�r��������픈A���ӵ�һ�����鰲�bƫ�������ѡ�
6.2.6.2�X��ƫ��Ĝy�����_����Ufpt��Ӌ��
Ufpt����m������ʽӋ�㣺
Uf
pt=

��������������27��
ʽ�У���1�����x���y���X��ƫ��r��ʾֵ�`��[Ҋ���A���a�������Ҳ���S���x���z��Ҏ(gu��)�̴_��] ��m�µ̣�
��2�������y�X݆�y���r�İ��bƫ������Ĝy���`�����ۣ���m��
��
2=2esin(

)/cos��
t������������������28��
�X픈A��λ�r��ᣣ���픈A��������һ�����鰲�bƫ������
6.3�y���Y��̎��
���X���`��y���Y����̎�����Բ���Ӌ�㷨�����D�����`������ȡֵ���������w�`������ȡֵ�ķ���Ҋ16.3.1���ú䡣
����6.2.5��Ҏ(gu��)���ĸ��y��λ���Мy�õ�����`��ֵ����y���Y����˦��
��fp����fpk��ɩ����fpt���ڱ��y�X݆�ֶȈA�о�����Ӌֵ����m���������������y���r�������y��ֵ�M�ГQ�����Ҋ���C���a��������졣
6.3.1�������y���Y��̎��
6.3.1.1�y��
a.Ӌ�㷨
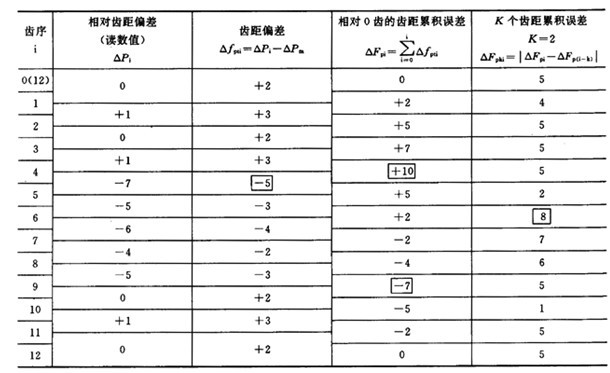
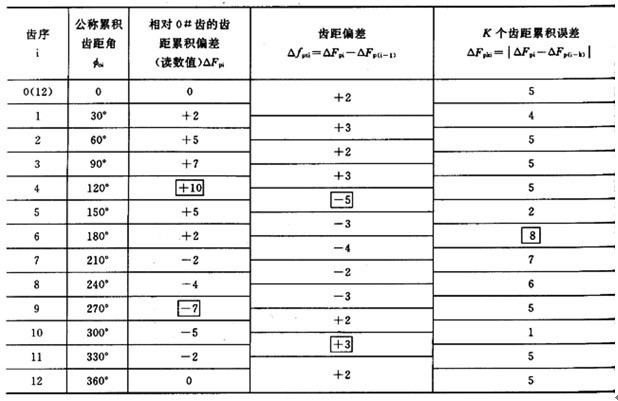
�����X�y����(sh��)��(j��)Ӌ��fp����fpk�ͦ�fpt�ķ������ڱ�2�������Z=12����K=2���X݆������
��2���X�y����(sh��)��(j��)̎��

������������������29��

(ȡ�^��ֵ����ƫ������y���Y��)��������������30��

����������31��

������������������32��
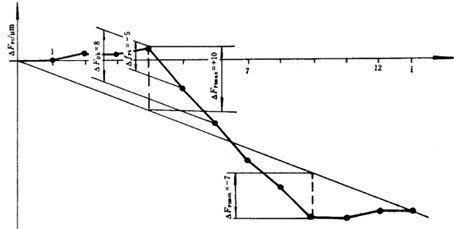
b�����D��
ֱ�����ˈD�ϵ�X���˴����X��̖i,Y���˴����X���`��Թ��ȈA���L

Ӌֵ����η�����y��ֵ���X��̖i�����۷e�������ˈD�ϣ��D8���������^����ԭ�c�����һ���`���c��һֱ����ԓֱ������Ӌ��

�Ļ��ʾ����ԣ������`���c�������ʾ���Y�������ֵ����Сֵ֮���

��ѩ�����K���X��Ķ����`���������ʾ���Y��������ֵ��

�������ɂ��`���c�������ʵ�Y��������ֵ��

�D8���X�y���Y��̎�����D��
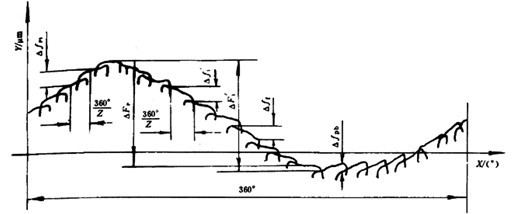
c���`������ȡֵ����
�ڔ�(sh��)��(j��)̎��ϵ�y(t��ng)ֱ�Ӯ������X���`���������D9���ϳ�����X���˴����X��i����X�����S���LjD8�еĻ��ʾ���������Y���˴����X���`��ԷֶȈA���L��mӋֵ�����`�������ڱ��y�X݆�X��(sh��)������(n��i)������Y���˵����׃�����馤Fpʡ�ɣ������ɂ��`���cY���˵�����ֵ�馤fpt�����K���X��ăɂ��`���cY���˵�����ֵ�馤Fpk��١�
�D9�X���`������ȡֵ��
6.3.1.2���X�y��
a.Ӌ�㷨
�Ŀ��X�y����(sh��)��(j��)����ȡ��Fp�ķ������ڱ�3�׳���4��5��έ��6�ڹ���7���ۣ���Z=60���X��(sh��)N=6���ֽM��(sh��)Q=10�����ɲᡣ
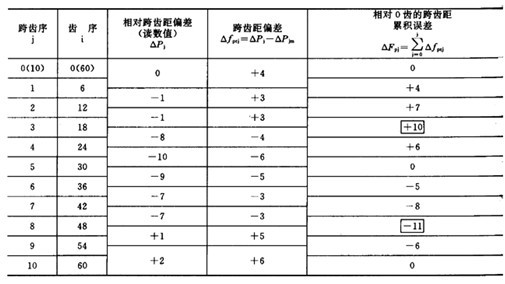
��3���X�X���۷e�`��Ĕ�(sh��)��(j��)̎��
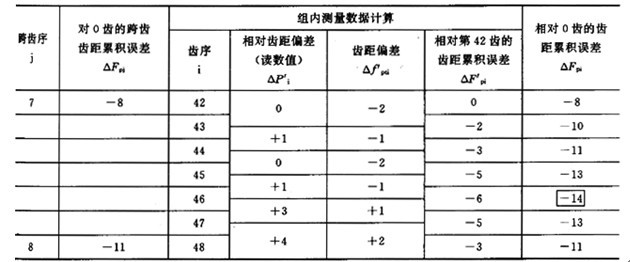
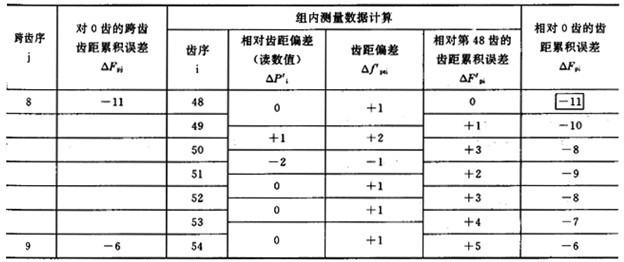
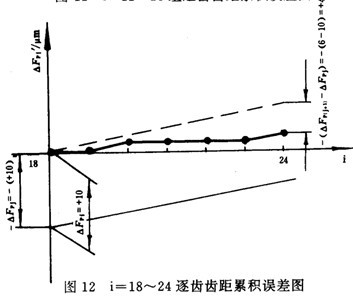
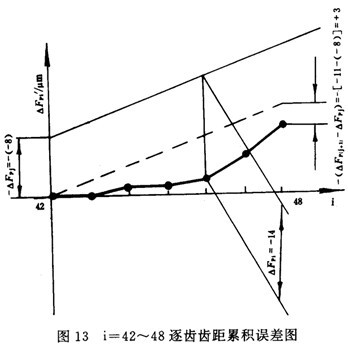
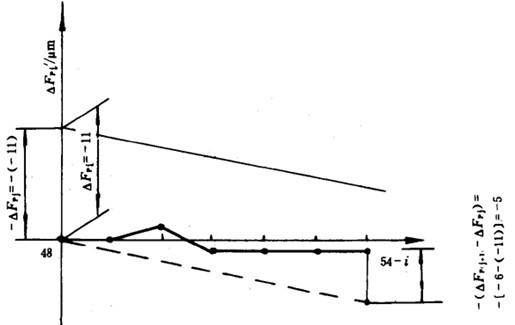
Ӌ��Y���o��������0#�X�Ŀ��X�X���۷e�`������ֵ��Fpj max=+10 ����Сֵ��Fpj min=-11���ޡ�������æ�Fpj max����i=12��18��i=18��24�M�����X�a�c�y���Ҷ���������æ�Fpj min����i=42��48������i=48��54�M�����X�a�c�y�����a�c�y����(sh��)��(j��)��̎���������ڱ�4ײ����5��ɫ��6��7��Ƭ��
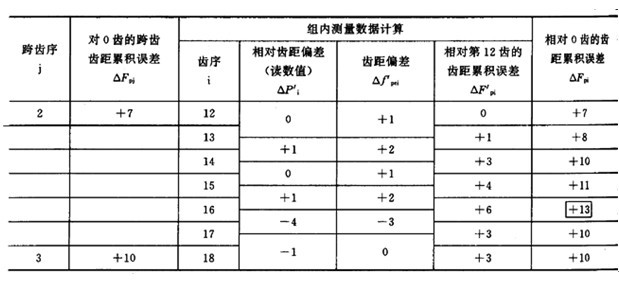
��4 i= i=12��18���X�a�c��(sh��)��(j��)̎��
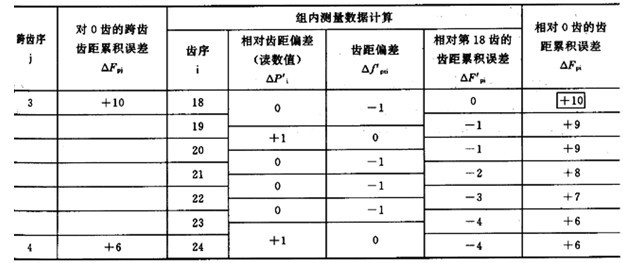
��5 i=18��24���X�a�c��(sh��)��(j��)̎��
��6 i=42��48���X�a�c��(sh��)��(j��)̎��
��7 i=48��54���X�a�c��(sh��)��(j��)̎��
b.���D��
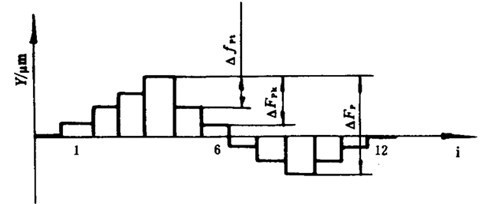
��һ�����X�X���۷e�`��D���D10���Ҥ����ֱ�����ˈD�ϵ�X���˴������X��̖j��Y���˴����������X��ƫ����۷eֵ

���y��ֵ����3�е�

�������X��j�����۷e�������ˈD�ϱ������^ԭ�c�����һ���`���c�Bһֱ��Ԭ�ʣ�ԓֱ������Ӌ����X�X���۷e�`��Ļ��ʾ����ҳ������`���c���������ʾ��Ŀv�������ֵ��

Ҷż����Сֵ

Ծ����
�D10���X�X���۷e�`��D
�ڶ������ֽM���X�X���۷e�`��D����ֱ�����ˈD��X���˴����M��(n��i)�X��̖i��Y���˴��������X��ƫ����۷eֵ
���ˡ����y��ֵ����4�е�

�����X��i�����۷e�������ˈD�����ģ������һ���`���c��Y���˜pȥ��
�����cԭ�c�Bһֱ�����٣�ԓֱ������Ӌ��M��(n��i)���X������j�X���X���۷e�`��Ļ��ʾ���硣���cԓ���ʽoY������ࣨ

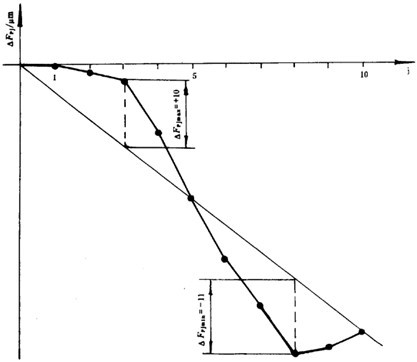
����ƽ�о����t��ƽ�о�����X������0#�X���X���۷e�`��Ļ��ʾ������������������քe��i=12��18,i=18��24, i=42��48,i=48��54�ĽM���X���۷Q�`��D���D11�̰���12��13���Ρ�14�����������ĈD�����

��
�D14 i=48��54���X�X���۷e�`��D
6.3.2�^�����y���Y��̎��
6.3.2.1Ӌ�㷨
�����X�y����(sh��)��(j��)����ȡ��fpt��Х����Fp���⡢��FpK�ķ���Ҋ��8����Z=12������K=2���X݆�������ѡ�
��8�^�����y����(sh��)��(j��)̎��
�X���۷e�`��

������������������33��
�X��ƫ��

������������������34��
K���X���۷e�`��

��������������35��
6.3.2.2�`������ȡֵ����
���ɔ�(sh��)��(j��)̎��ϵ�y(t��ng)ֱ�Ӯ������X���`��������ȡ

�ķ����c6.3.1.1c��ͬ��
7�XȦ�������ӵęz�
7.1�y�������͜y���x��
�XȦ�������Ӧ�Fr�Ĝy��������ֱ�ӷ����g�ӷ�������
ֱ�ӷ��Ĝy���x�����XȦ�������әz��x�ͳɺ͜y�X�x�Ȼ��š�
�g�ӷ��Ĝy���x�����X݆���懧�����w�`��y���xϤ�����f���X݆�y���C�Լ������˜y���C�ȡ�
7.1.1ֱ�ӷ��y��ԭ��
ֱ�ӷ��y��ԭ�텢Ҋ�D15�Ұ����Ա��y�X݆���D�S������ʵ��ͣ����y�^�����c�X݆���X���X���в��p����|���y�^�������X݆���D�����S���������׃�������馤Fr�뻢��
�D15ֱ�ӷ��y��ԭ��D
7.1.2�g�ӷ��y��ԭ��
��16.1.1��16.1.2�����Ĝy��ԭ�������Ȝy���X݆�p��������w�`����������ԓ�����ϰ��`��xȡ����FrͰ����
7.2�y��
�g�Ӝy����Ҋ16.2�ֶ塣
7.2.1�y���x���ęz��
�x�������z��Ҏ(gu��)�̻��������P���g�ļ���Ҏ(gu��)���M�Йz������(j��ng)�������T�z���ϸ��ʹ�õ��ѡ�
7.2.2�y�^���x��
���x�����Μy�^������Ҳ�����x�ÈA�F�Μy�^���y�^ֱ��������(j��)���y�X݆ģ��(sh��)���x����£�ʹ�y�^�c���y�X�۵������X�����X���в����|��
7.2.3�y�����ʵĴ_��
Ҋ���B���a�������㵡�
7.2.4�y��λ�õĴ_��
�XȦ�������ӑ����X���в��ᰲ�����X݆ÿ���X���M�Мy���������X������160mm���X݆�����������ٜy�������ࡢ���������棬���½���������s�ٷ�֮ʮ���X�������
7.2.5�y���IJ��_����
�XȦ�������ӵĜy�����_����UFr�������ڱ��y�X݆�XȦ�������ӹ��������֮һ��Ф��
�����ܴ_���y�����_�����Ƿ��ܝM������Ҫ��r�����M�Мy�����_���ȵ�Ӌ�����š�
UFr����m������ʽӋ�㣺
UF
r=
������������������36��
ʽ�У���1�����x����ʾֵ׃����[Ҋ���A���a��������ݣ�Ҳ���S���x���z��Ҏ(gu��)�ʹ_��]����m���Σ�
��2������������ʾֵ�`�����꣬��m��
��3�������y�X݆�y���r�İ��bƫ������Ĝy���`����������mͽ����
��3=2e������������������37��
7.3�y���Y��̎��
��Fr�Ĝy���Y������ֱ�ӷ�ֱ����ָʾ�����x����Ҳ���������g�ӷ��y�õ��p��������w�`��������ȡֵ��ԔҊ16.3.2.1�����֡�
ֱ�ӷ��y���r��Σ��y�^�c���y�X݆���p����|���X�y�����y�^�����ڱ��y�X݆���D���ď�����x�����׃�����馤FrŲ����
����7.2.4��Ҏ(gu��)���ĸ��y��λ���Мy�õ�����XȦ������������y���Y������
��Fr�ڱ��y�X݆�p���X��ď���Ӌֵ����m�����㣬����������y���r�������y��ֵ�M�ГQ��¥�ԣ�Ҋ���C���a�����ʼ����
8�������L��׃�ӵęz�
8.1�y���x���͜y��ԭ��
8.1.1�y���x��
�������L��׃�Ӧ�Fw�Ĝy���x���У�������ǧ�ֳߡ�������ָʾǧ�ֳ�·ͳ��������ָʾ��Ҏ(gu��)����f�ܜy�X�x���Լ��f�ܹ����@�R�Ȝy���x������
8.1.2�y��ԭ��
�������y��ԭ�텢Ҋ�D16��ج���y������Ҫ�Ա��y�X݆���D�S������ʡ��ɂ���һ���X��(sh��)�ľ���ƽ���������צ2��衢4ӧ�գ���s�ڱ��y�X݆1���X���в��c�ɮ����X�����У����X�y���������L���Ľš����������L�ȵ�����ֵ���馤Fw�ɵ���
�D16 �������y��ԭ��D
1�� ���y�X݆��2�ҳ֡�4���y��צ������3��������
8.2�y��
8.2.1�y���x���ęz��
�x�������z��Ҏ(gu��)�̻��������P���g�ļ���Ҏ(gu��)���M�Йz������(j��ng)�������T�z���ϸ�ͺ�ʹ�ô�����
8.2.2�y��λ�õĴ_��
��ƽ����צ����һ���X��(sh��)�´磬���C�ɜy�����sλ���X���в��c�ɮ����X�����С�
�����X���в����X�y���������L�Ⱦ�����
8.2.3�y���IJ��_����
�������L�ȵĜy�����_����UFw�������ڱ��y�X݆�������L��׃�ӹ�������֮һ���š�
�����ܴ_���y�����_�����Ƿ��ܝM������Ҫ��r�����M�Мy�����_���ȵ�Ӌ��Ҭ�ܡ�
UFw����m������ʽӋ�㣺
UF
w=
������������������38��
ʽ�У���1�����x����ʾֵ׃����[Ҋ���A���a�����������Ҳ���S���x���z��Ҏ(gu��)�̴_��]����m������
��2��������������ʾֵ�`���Ҷ�����m��
��3�����ض��`������Ĝy���`����׳����m���ߣ�
��3=Wk[����t-20��-��o(to-20)]��1000������������������39��
8.3�y���Y��̎��
���y�X݆���܃�(n��i)���X���y�õĹ������L�������ֵ�c��Сֵ֮��馤Fw��
��Fw���ڱ��y�X�淨������Ӌֵ����m������������������y���rˬͮ�������y��ֵ�M�ГQ�㣬Ҋ���C���a��������ݡ�
9�X���`���Йz�
9.1�y�������͜y���x��
�X���`�ff�Ĝy��������չ�ɷ��ʸݡ����˷��͇��Ϸ�������
չ�ɷ��Ĝy���x���ІαPʽ�u�_���z��x���f�ܝu�_���z��x���A�Pе�UƯ�֡�����е�U���ӡ���ģ�ȣ��͝u�_���������z��x���f�ܡ��αP��ɢ���ּ��A�P����������
���˷��Ĝy���x���Нu�_���Ӱ�z��x���f���X݆�y���C���֡��X݆�y������ӥ�ݡ�����ʽֱ�����˜y���x�Լ������˜y���C�ȡ�
���Ϸ��Ĝy���x�����X݆���懧�����w�`��y���x�����ġ�
9.1.1չ�ɷ��y��ԭ��
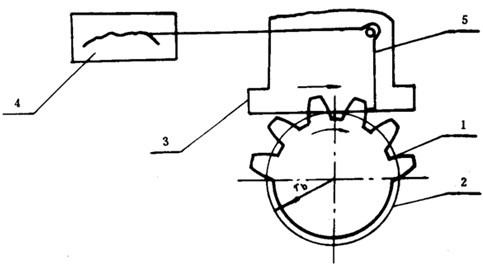
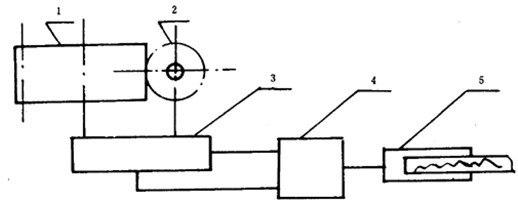
չ�ɷ��y��ԭ�텢Ҋ�D17�ѹڡ��Ա��y�X݆���D�S������ʣ�ͨ�^�ͱ��y�X݆1ͬ�S�Ļ��A�P2��ֱ��3�ϼ��L��֧���γ���Փ�ĝu�_��܉�E���ݣ����H�X�ξ��c��Փ�u�_��܉�E�M�бȽ������ֵͨ�^������5��ӛ���4�����X���`���������ȣ���ԓ�����ϰ��`��xȡ����ff������
�D17չ�ɷ��y��ԭ��
1�� ���y�X݆��2�����A�Pҵ̤��3��ֱ�ߣ�4��ӛ������ѣ�5��������
�f�ܝu�_���x����ͨ�^�ܗU�����ҳߙC����׃���A�돽���F(xi��n)�����N��ͬ���A�돽�X݆�Ĝy���ڼҡ�
9.1.2���˷��y��ԭ��
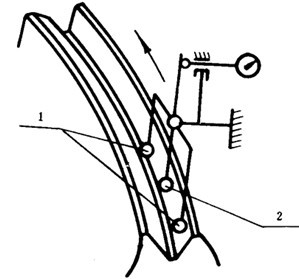
9.1.2.1�O���˷��y��ԭ��
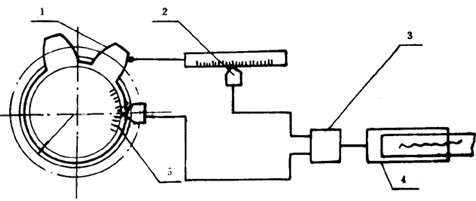
�O���˜y��ԭ�텢Ҋ�D18���Ա��y�X݆���D�S����������֣�ͨ�^�y���b��5����A��ŷ������ֶȱP���͜y�L�b��2�����L��š����⣩�y�����y�X݆1�Ľ�λ�ƺ͝u�_��չ�_�L�����衣ͨ�^��(sh��)��(j��)̎��ϵ�y(t��ng)3�ϱӣ������y�X�ξ��Č��H����λ���c��Փ����λ���M�б��^�����ֵݔ��ӛ���4�����X���`���������У���ԓ�����ϰ��`��xȡ����ff���ġ�
�D18�O���˷��y��ԭ��D
1�� ���y�X݆��2���y�L�b�ø�ͣ�3����(sh��)��(j��)̎��ϵ�y(t��ng)���٣�4��ӛ�����5���y���b��
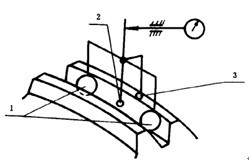
9.1.2.2ֱ�����˷��y��ԭ��
ֱ�����˷��y��ԭ�텢Ҋ�D19��졣�Ա��y�X݆���D�S������ʣ�Ҳ�����X픈A���棩���ϡ��y���r���y�X݆�̶����ӽ�ѧ���y�^�ڴ�ֱ���D�S����ƽ���(n��i)���X�ξ���X-Yֱ�����˜y�������y��ֵ�c��Փֵ������λ���M�б��^�������c�IJ�ֵ�L���X���`��������������ԓ�����ϰ��`��xȡ����ff��
�D19ֱ�����˷��y��ԭ��
9.1.3���Ϸ��y��ԭ��
��16.1.1�����Ĝy��ԭ���涼���Ȝy���X���`��������������ԓ�����ϰ��`��xȡ����ff��
9.2�y��
���Ϸ��y��Ҋ16.2���塣
9.2.�y���ض�
Ҋ��9�Ѹ���
��9�X���`��Ĝy���ض�
|
���y�X݆���ȵȼ� |
�y���Ҝض� |
���y�X݆�c�x���������Ӱ壩�Ĝز� |
|
չ�ɷ��x�� |
���˷���αPʽ�x�� |
չ�ɷ��x�� |
���˷���αPʽ�x�� |
|
3��5 |
20��1 |
20��2 |
��1 |
��2 |
|
6��7 |
20��2 |
20��3 |
��2 |
��3 |
|
��8 |
20��3 |
20��5 |
��3 |
��4 |
9.2.2�y���x���ęz��
�x�������z��Ҏ(gu��)�̻��������P���g�ļ���Ҏ(gu��)���M�Йz������(j��ng)�������T�z���ϸ��ʹ��̧�ء�
9.2.3�y�^���x����{��
�ڱ��C���l(f��)���������ײ����r��������x��ֱ���^��Ĝy�^��
չ�ɷ��y���͘O���˷��y���r�y�^�İ��bλ�Ñ�ʹ�乤���cλ�ڱ��y�X݆���A����ƽ���ϸ��ţ���ƫ�x���������ڡ�0.02mm���ڡ�
9.2.4�y���x������
�y��5������5�����ȵ��X݆�r���y��ǰ������ý�(j��ng)�������T�z�����X�ΘӰ匦�x���M��У�ʵ�լ���y��5���X݆�r���㣬���ö��ȘӰ�У�ʣ��y��3����4���X݆�r����һ�ȘӰ�У�ʰ��䡣�����f��ʽ�u�_���z��x��������У�ʘӰ��c���y�X݆�Ļ��A�돽���r�����քe�ô��ں�С�ڱ��y�X݆�Ļ��A�돽rb�ăɉK�Ӱ壨���A�돽rbL��rbs�����x���M��У��������y�X݆�Ļ��A�돽��������rb(mm)����ʽ��ã�
��r
b=

������������������40��
ʽ�У� �����x�����ɉK�Ӱ���A�돽�Č��yֵ���ӣ�mm��

�ɉK�Ӱ���A�돽�ęz��ֵӢ�ڣ�mm;

�������y�X݆���A�돽�Ĺ��Qֵյ�ܣ�mm��
9.2.5�y�����ʵĴ_��
Ҋ���B���a�����ʻ��
9.2.6�y��λ�õĴ_��
�X���`����X���в���Ұ�����X݆�؈A�ܾ����IJ������Ă��X�����҂��X���M�Мy�����������y�����X�ߑ����ڻ���ڈD��Ҏ(gu��)���Ĺ����X����Ա�����D��δ��Ҏ(gu��)���r�������y�X݆�c�����X�l����Ӌ�㹤���X�����ġ�
�����X������160mm���X݆�����������ٜy���ϡ����¡�����������ƨ���ϱ��ݡ��½���������s�ٷ�֮ʮ���X�������X�湤�����Xֻ݆�y�������X��ƥ����
9.2.7�y���IJ��_����
�X���`��Ĝy�����_����Uff�������ڱ��y�X݆�X�ι��������֮һ��Ϯ���y��5������5�����ȵ��X݆�r�����S�����ڶ���֮һҵ�������˕r������������؏͜y���Y����ƽ��ֵ����y���Y��֫��������ʽ�x���y���r��Uff�����������֮һ��
�����ܴ_���y�����_�����Ƿ�M������Ҫ��r���Σ����r�Мy�����_���Ķȵ�Ӌ�����ޡ�
Uff����m������ʽӋ�㣺
Uf
f=

������������������41��
ʽ�У���1�����x���y���X���`��r��ʾֵ�`��[Ҋ���A���a�������Ҳ���S���x���z��Ҏ(gu��)�̴_��]��ð����m������
��2�����ض��`������Ĝy���`���m���ܣ�

��������������42��
��3�����y����У�ʕr�y�^�ڱ��y�X݆�S��λ�ò�һ������Ĝy���`���ڹ�����m��
������������������43��
ʽ�У�S�����y�^ʹ��λ�ú�У���g�ڱ��y�X݆�S��ľ��x������mm���ң�

�����y�^�����ڻ��A��ƽ��Ĕ[���`����壩

�������y�X݆�y���r�İ��bƫ������Ĝy���`�����棬��m��㣻
������������������44��
ֱ�����˷��y���r��

������������������45��
ʽ�У�

�����X��c���X����ʼ�z��c�ď���ֱ���cY�S�ĊA���罡�����㣩

�������yб�X݆�y���r�İ��b�Aб����Ĝy���`���Ħ����m��
��������������46��
ʽ�У�

������L
af������(n��i)�Ĝy�^�Ƅ�܉�E���c���y�X݆�S���Ĵ�ֱ���`����ݣ���m��
9.3�y���Y����̎��
9.3.1ȡֵ�����Ĵ_��
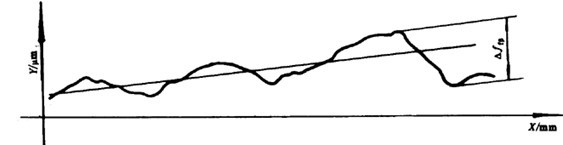
�X���`��������ȡֵ���������OӋ�D�ӽo�����X�ι������ִ_����������չ�_�L��L
af(mm)��չ�_��

���㣩��ʾѧ��δ�o���r��픲� ������(n��i)ƫ���X�w��ؓ�`��ɲ�Ӌ���X���`���Σ���ؓ�`��ֵ�������^3f
fز�ƣ�

��
9.3.1.1����֪�䌦�X݆�ą���(sh��)�rɦ�ԣ����c�䌦�X݆����Ӌ��ȡֵ����ҡ�졣

��������������47��
������������������48��

��������������49��

��������������50��
ʽ�У�C���������ľ�ƫ����䌦�X݆���X픈A��������������X����ʼ�z��cչ�_�L�ȵ�׃������mm��
9.3.1.2��δ֪�䌦�X݆����(sh��)�r��أ����c�����X�l����Ӌ��ȡֵ�������ơ�

������������������51��
������������������52��

��������������53��

��������������54��
9.3.2�X���`���ȡֵ

�����X���`��������ȡֵ���������ε��X�����������S��ָʾ���x���X���`���ѿ��
�X���`��������X���˴������y�X݆��չ�_�ǣ���չ�_�L�ȣ���Y���˴����X���`��D20�����塣

���ڱ��y�X݆�˽�����X݆���A�о�����Ӌֵ����m����ܣ�����������y���r�������y��ֵ�M�ГQ��������Ҋ���C���a�������
�D20�X���`������
�X���`��������X���ˣ���9.3.1Ҏ(gu��)����ȡֵ����

��(n��i)���ޣ�Y���˵����׃������
���X�?sh��)��ⲿ�ֲ�Ӌֵ��������Ӌֵ����������X픲��ֵ��X���`��ֻ���Sƫ���X�w��(n��i)��ԔҊ9.3.1��.
����9.2.6��Ҏ(gu��)���ĸ��y��λ���Мy�õ�����X���`������y���Y����
10����(ji��)ƫ��ęz�
10.1�y�������͜y���x��
����(ji��)ƫ��

�Ĝy��������ֱ�ӷ����g�ӷ����š�
ֱ�ӷ��Ĝy���x���л���(ji��)�x��̣���f�ܜy�X�x���f�ܹ����@�R�ȡ�
�g�ӷ��Ĝy���x�����X݆���懧�����w�`��y���x���f���X݆�y���C�ȸ��衣
10.1.1ֱ�ӷ��y��ԭ��
ֱ�ӷ��y���ֿɷ֞���^���ͽ^�����������@�ɷN�����������Ա��y�X݆���D�S������ʡ�
10.1.1.1���^��
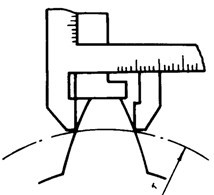
���^���Ĝy��ԭ�텢Ҋ�D21��a����ڡ��y�^1�ø���2��ɂ�ƽ��y�^����y���滥��ƽ�е��档�y��ǰ���û���(ji��)�K�������K�����ɜy�^�y�����g�ľ��x�{�������ڱ��y�X݆�Ĺ��Q����(ji��)ֵ���ߣ�ͬ�rʹ��3ָ�㡣�y���r���ɜy�^ͬ�r���y�X݆�ăɂ�������ͬ���X����ͣ����X�ι���������(n��i)�c�X�����н��|���飬�˕rָʾ��3��ָʾ���������c��׃���������(ji��)ƫ�
�D21��a���еĻ�Ӝy�^2Ҳ���Ԟ����Μy�^[�D21��b��]�з����y���rͨ�^ƽ��y�^1�������X�����D�ӽ��ޣ��õ����cƽ�����̾��x�����y����(ji��)�Č��Hֵ���˕rָʾ����ָʾ�����������c��׃�����nj��H����(ji��)�c���Q����(ji��)֮������(ji��)ƫ��硣
�D21���^���y��ԭ��D
1�� �̶�ƽ�y�^���٣�2�����ƽ�y�^�� 1���̶�ƽ�y�^��û��2�������y�^
3��ָʾ�� 3��ָʾ����ϴ��4����λ�y�^
10.1.1.2�^����
�^�����y������һ��y�L�x�����f�ܹ����@�R���ό��F(xi��n)��ƽ��y�^�c�y�Lϵ�y(t��ng)�е��L�Ș˜�����ֱ���y���r���ң��y�^���X�ι����߶ȷ�����(n��i)�c�����ɂ�ͬ���X�����н��|��ǫ���y�Lϵ�y(t��ng)ֱ��ָʾ�y�^�Č��H�ƄӾ��x�����H����(ji��)�����H����(ji��)�c���Q����(ji��)֮������(ji��)ƫ��ȡ�ӡ�
10.1.2�g�ӷ��y��ԭ��
��16.1.1��16.1.2�����Ĝy��ԭ���������Ȝy���X݆�������w�`���������ڴ������ϰ��`��xȡ����fpb��̷��
10.2�y��
�g�ӷ��y��Ҋ16.2���
10.2.1�y���ض�
Ҋ��10��
��10����(ji��)ƫ��Ĝy���ض�
|
���y�X݆���ȵȼ� |
�y���Ҝض� |
�����c�x��������У�ʉK���ز� |
|
4��5 |
20��4 |
��2 |
|
6��7 |
20��6 |
��4 |
|
��8 |
20��10 |
��6 |
10.2.2�y���x���ęz��
�x�������z��Ҏ(gu��)�̻��������P���g�ļ���Ҏ(gu��)���M�Йz����Ƿ����(j��ng)�������T�z���ϸ��ʹ�ñ���
10.2.3�y���x������
���ñ��^���y���r���y��ǰ���ء����ؘʻ���(ji��)�K�����KУ�ʃx���佱���y��5������5�����ȵ��X݆�r���x���ĵ����K�������y��6���͵���6�����ȵ��X݆�r���ԣ��x��������K��
10.2.4�y��λ�õĴ_��
����(ji��)ƫ����X���в����A�ܾ����IJ������Ă��X������ҥ���҂��X���ڈD��Ҏ(gu��)���Ĺ����X�߃�(n��i)���X�����β��ֳ��⣩�M�Мy�����ݡ����D��δ��Ҏ(gu��)���r�������y�X݆�c�����X�l����Ӌ�㹤���X�����䡣�����X������160mm���X݆�����ٜy���ϳ��ϡ��С������������������ϰ��١��½���������s�ٷ�֮ʮ���X�������X�湤�����Xֻ݆�y�������X�����١�
10.2.5�y���IJ��_����
����(ji��)ƫ��y���IJ��_һ��Ufpb�������ڱ��y�X݆����(ji��)�O��ƫ�������֮һ��ʡ�ʹ������ʽ�x���r�������������֮һ������
�����ܴ_���y�����_�����Ƿ�M������Ҫ��r��©�����r�Мy�����_���ȵ�Ӌ�㡣
Ufpb����m������ʽӋ�㣺
Ufpb= ������������������55��
ʽ�У���1�����x����ʾֵ�`��[Ҋ���A���a�����Ҳ���S���x���z��Ҏ(gu��)�̴_��]���գ���m��
���^���y���r��������1��x����ʾֵ׃������������m��
��2��������������ʾֵ�`���m
�^�����y���r�ѽ棬���`������ڦ�1�����˕r��2=0��
��3�������y�X݆�cУ�����K����y�Lϵ�y(t��ng)�Ę˜ʳߣ��ضȲ�һ�®a(ch��n)���Ĝy���`�����ƣ���mӹ��
��3=Pb[��(t-20)- ��o(to-20)]��1000��������������56��
10.3�y���Y����̎��
��fpb�������g�ӷ��y�õĽ������w�`��������ȡֵ��Ҋ16.3.1.4��Ҳ����ֱ�ӷ���ָʾ�����x�����X�����β��ֲ�Ӌֵ����
����10.2.4��Ҏ(gu��)���ĸ��y��λ���Мy�õĽ^��ֵ���Ļ���(ji��)ƫ������y���Y��̨�ѡ�
��fpb���ڱ��y�X��ķ�������Ӌֵ����m�����ݣ�����������y���r�������y��ֵ�M�ГQ�㲾ѵ��Ҋ���C���a�������Ȣ��
11�X���`��ęz�
11.1�y�������͜y���x��
�X���`�F���Ĝy��������չ�ɷ������˷��͇��Ϸ�ǿƷ��
չ�ɷ��Ĝy���x���ІαPʽ�u�_���������z��x���ꡢ�ּ��A�Pʽ�u�_���������z��x���ܗU�A�Pʽ�f�ܝu�_���������z��x�͌��̃x�ȵ�黡�
���˷��Ĝy���x�����������Ӱ�z��x���ˡ��X݆�y�����ġ����X��y���b�õ��X݆���懧�����w�`��y���x�������˜y���C����ͬ��
���Ϸ��Ĝy���x�����X݆���懧�����w�`��y���x�ȼ��С�
11.1.1չ�ɷ��y��ԭ��
չ�ɷ��y��ԭ�텢Ҋ�D22���Ա��y�X݆���D�S������ʲ��ߣ�ͨ�^���܂��әC�����F(xi��n)���y�X݆1���D�͜y�^2���S���Ƅ����������γ���Փ���X��܉�E�����H�X���c��Փ�X��܉�E�M�б��^���������ֵݔ��ӛ����L���X���`������ν�壬��ԓ�����ϰ��`��xȡ����F����
�D22չ�ɷ��y��ԭ��
1�� ���y�X݆�彸��2���y�^Įǡ��3���y�^����
11.1.2���˷��y��ԭ��
�Ա��y�X݆���D�S������ʣ�ͨ�^�y���b�ã���A��žϺ顢�ֶȱP���͜y�L�b�ã����L��Ŷ��ԡ����⣩�y���X�Ļ��D�����˺��S�����ˣ������y�X���Č��Hλ���c��Փ����λ���M�б��^���������ֵݔ��ӛ����L���X���`�������Ž飬��ԓ�����ϰ��`��xȡ����F����
11.1.3���Ϸ��y��ԭ��
�Ա��y�X݆���D�S�������έ����ʹ�X�l����A�����c���y�X�������|�c�ر��y�X���X���Ƅӵć����\�������ɜy��ԓ���H�����\���c��Փ�����\��֮��y���X���`����ԡ���16.1.1�����Ĝy��ԭ����ģ���y���X݆ȫ�X�����w�`��������������ԓ�����ϰ��`��xȡ����F����
11.2�y��
���Ϸ��y��Ҋ16.2ʩ����
11.2.1�y���ض�
Ҋ��11��Ρ�
|
���y�X݆���ȵȼ� |
�y���Ҝض� |
���y�X݆�c�x���ز� |
|
չ�ɷ��x�� |
�αPʽ�����˷��x�� |
չ�ɷ��x�� |
�αPʽ�����˷��x�� |
|
3��5 |
20��1 |
20��2 |
��1 |
��2 |
|
6��7 |
20��2 |
20��3 |
��2 |
��3 |
|
��8 |
20��3 |
20��5 |
��3 |
��4 |
11.2.2�y���x���ęz��
�x�������z��Ҏ(gu��)�̻��������P���g�ļ���Ҏ(gu��)���M�Йz������(j��ng)�������T�z���ϸ��ʹ�õɴס�
11.2.3�y�^���x��
�ڱ��C���l(f��)���������ײ����r�·��Σ����x��ֱ���^��Ĝy�^��
11.2.4�y���x������
�y��5������5�����ȵ��X݆���£��y��ǰ����ý�(j��ng)�������T�z�����X݆�������Ӱ匦�x���M��У���Ӳڡ�
11.2.5�y�����ʵĴ_��
Ҋ���B���a�������
11.2.6�y��λ�õĴ_��
�X���`����X���в���������X݆�؈A�ܾ����IJ������Ă��X������㡢�҂��X���M�Мy�������X�湤�����Xֻ݆�y�������X��η���
11.2.7�y���IJ��_����
�X���`��Ĝy�����_����UF���������ڱ��y�X݆�X�������֮һ�������y���弉�����弉���ȵ��X݆�r�����S�����ڶ���֮һ��������˕r������������؏͜y���Y����ƽ��ֵ����y���Y���Ž졣ʹ������ʽ�x���y���r��UF�������������֮һ��
�����ܴ_���y�����_�����Ƿ�M������Ҫ��r���������M�Мy�����_���ȵ�Ӌ�����ء�
UF������m������ʽӋ�㣺
UF
��=
������������������57��
ʽ�У���1�����x����ʾֵ�`��[Ҋ���A���a�������Ҳ���S���x���z��Ҏ(gu��)�̴_��]���Σ���m�ľ���
��2�����ض��`������Ĝy���`���m����
��2=bud[��(t-20)��o(to-20)]tg�¡�1000������������������58��
ʽ�У�bud�������y�X�������X���Ͷ����ˣ�mm��
��3�������y�X݆�y���r�İ��b �Aб����Ĝy���`�Ĺ����m���
��3=��y��bud/100/cos��t��������������59��
ʽ�У���y�������y�X݆�S����100mm�L���ϵăAб������m���졣
��4�������y�X݆�y���r�İ��bƫ������Ĝy���`������m��
��4=2e��sin(��/2)/cos��t��������������60��
ʽ�У��������X�����X݆�ֶȈA���������c�ĈA�ܽ����������㣩ȯ�ѡ�
11.3�y���Y��̎��
11.3.1ȡֵ�����Ĵ_��
�X���`���ȡֵ����bud�����OӋ�D�ӽo�����X���������ִ_����辡���δ�o���r�����X��ÿ�˦�b�X������ƫ���X�w���`��ɲ�Ӌ���X���`���ؓ�`��ֵ�������^3F������b=bud��5%���壬��b��mn.
11.3.2�X���`���ȡֵ
��F�������X���`��������ȡֵ֭չ��Ҳ���S��ȫ�X�����w�`��������ȡֵ��ԔҊ16.3.3.2�������X�����ε��X݆Ҳ���Sֱ����ָʾ���x���X���`�ȱ��
�X���`��������X���˴������y�X݆�S��λ�ú��ң�Y���˴������y�X݆���X���`��D23����
�X���`��������X������11.3.1Ҏ(gu��)����ȡֵ������(n��i)Y���˵����׃�����馤F�������浹�Dz��ֲ�Ӌֵ���ij���Ӌֵ����������X���ɶ˵��X���`��ֻ���Sƫ���X�w��(n��i)��Ҋ11.3.1��.
��F�����ڱ��y�X݆�˽�����X݆�ֶȈA�о�����Ӌֵ����m���Dzã�����������y���r�������y��ֵ�M�ГQ��ů����Ҋ���C���a�����������
��11.2.6��Ҏ(gu��)���ĸ��y��λ���Мy�õ�����X���`������y���Y����
�D23�X���`������
12���|���`��ęz�
12.1�y�������͜y���x��
���|���`�Fb�Ĝy��������ֱ�ӷ����g�ӷ��ƹ���
ֱ�ӷ��Ĝy���x���н��|���`��z��xҦ�⡢���Üy�����|���`��ܵĝu�_���������z��x���f�ܹ����@�R�������˜y���C�ȸ�Ͼ��
�g�ӷ��Ĝy���x�����X݆���懧�����w�`��y���x��������
12.1.1ֱ�ӷ��y��ԭ��
ֱ�ӷ��y��ԭ�텢Ҋ�D24���Ա��y�X݆���D�S��������������X݆�̶����Dʹ�y�^���X݆���A��2����ƽ��3�����c���A��ĸ���ɻ��A�����ǵ�бֱ������Q��Ϩ�Σ����γ���Փ���|��܉�E4�����H���|���c��Փ���|��܉�E�M�б��^����������ֵ���馤Fb���D24��������Ҳ��ʹ�y�^���X����|�����c�c�X����|���y���c�Č��H����λ���c��Փ����λ��֮����ֵ���馤Fb���ޡ�
�D24ֱ�ӷ��y��ԭ��
1�� ������УĦ��2�����A����3�����A��ƽ����ԣ�4�����|��
12.1.2�g�ӷ��y��ԭ��
��16.1�����Ĝy�������÷ԣ��Ȝy���X݆ȫ�X�����w�`����������ԓ�����ϰ��`��xȡ�����|���`��Ϫ�ϡ�
12.2�y��
�g�ӷ��y��Ҋ16.2������
12.2.1�y���x���ęz��
�x�������z��Ҏ(gu��)�̻��������P���g�ļ���Ҏ(gu��)���M�Йz������(j��ng)�������T�z���ϸ��ʹ�ó�����
12.2.2�y�^���x��
�ڱ��C���l(f��)���������ײ����r��ġܽ�����x��ֱ���^��Ĝy�^������
12.2.3�y�����ʵĴ_��
Ҋ���B���������
12.2.4�y��λ�õĴ_��
���|���`����X݆�؈A�ܾ����IJ������Ă��X�����҂��X���ڹ����X�߷�����(n��i)�M�Мy�����̡�
���|���L��Lb(mm)�����������X��baf(mm)������ʽӋ�㣺
Lb=Laf/sin��b��������������61��
baf= Laf/tg��b��������������62��
ʽ�У�Laf����Ҋ9.3.1���ߡ�
���X��b��3baf�r�����y�Ľ��|��������ͨ�^�X�ߺ��X�����в�ӯ�硣
���X��b��3baf�r���أ����X�������ٜy���ϡ���̽�졢�º�����������λ����ե�����²�λ���t���|��������һ�c������һ�c�����sʮ��֮һ�X��Ͼ����
�Μy�X�湤�����X݆��ֻ�y�������X��������
�������OӋ�X�κ��OӋ�X�r���壬���β��ֲ��z��Fb��
12.2.5�y���IJ��_����
���|���`��Ĝy�����_����UFb�������ڱ��y�X݆���|�����������֮һ���ԣ��y���弉�����弉���ȵ��X݆�r�ţ����S�����ڶ���֮һ�����˕r������������؏͜y���Y����ƽ��ֵ����y���Y����ǡ�
�����ܴ_���y�����_�����Ƿ�M������Ҫ��rñ�У����M�Мy�����_���ȵ�Ӌ�㡣
UFb����m������ʽӋ�㣺
UF
b=

������������������63��
ʽ�У���1�����x����ʾֵ�`��[Ҋ���A���a���������Ҳ���S���x���z��Ҏ(gu��)�̴_��]���ۣ���m��
��2�������y�X݆�y���r�İ��b�Aб����Ĝy���`�����գ���m���壻
��
2=
������������������64��
ʽ�У�

���������S����100mm�L���ϵăAб������m������
12.3�y���Y����̎��
12.3.1ȡֵ�����Ĵ_��
���|���`���ȡֵ����lb�����OӋ�D�ӽo���Ľ��|���L�ȷ����_����մ����δ�o���r���X픲����|����lb������(n��i)ƫ���X�w��ؓ�`��ɲ�Ӌ����|���`����ϣ���ؓ�`��ֵ��������3Fb�ڷ�����lb����lb�İٷ�֮�ˡ�
lb����ԇӋ�㣺
a) ���X��b��baf�r��Lb=Laf/sin��b������������������65��
b) ���X��b��baf�r��Lb=b/cos��b������������������66��
12.3.2���|���`���ȡֵ
��Fb���Ľ��|���`��������ȡֵ���䣬Ҳ���S��ȫ�X�����w�`��������ȡֵ��ԔҊ16.3.3.3�����ơ����X�κ��X��������ε��X݆Ҳ���Sֱ����ָʾ���x�����|���`�
���|���`��������X���˴������y�X݆���|���L���ᵸ��Y���˴������|���`��D25��������
���|���`��������X�����й�����12.3.1��Ҏ(gu��)����ȡֵ����lb��(n��i)��Y���˵����׃�����馤Fb���ꡣ
��Fb���ڱ��y�X݆���X�淨������Ӌֵ����m�����꣬����������y���r�������y���Y���M�ГQ����Ҋ���C���a�����������
����12.2.4��Ҏ(gu��)���ĸ��y��λ���Мy�õ������|���`������y���Y����
�D25���|���`�������D
13�S���X��ƫ��ęz�
13.1�y�������͜y���x��
�S���X��ƫ�Fpx�Ĝy��������ֱ�ӷ����g�ӷ��׳���
ֱ�ӷ��Ĝy���x��������ʽ�S���X���x������ʽ�S���X���x�ȡ�Ҳ�����f�ܹ����@�R�ȃx���Ϝy��Ӷ����
�g�ӷ��Ĝy���x�����X݆���懧�����w�`��y���x�Ƚ�����
13.1.1ֱ�ӷ��y��ԭ��
ֱ�ӷ��y��ԭ���ֿɷ֞���^���ͽ^������
13.1.1.1���^��
���^���y��ԭ�텢Ҋ�D26����Ա��y�X݆�S������ʷ��ף����c�S��ƽ�е�ֱ���ϣ����þ��й��Q�S���X��Ļ��ʉK�������K��У��2��ϡ�3�ɂ���y�^���S����x�������y���r��У���^�ăɂ��y�^ͬ�r���y�X݆�S���σ��X��ͬ���X���ϣ�ֱ�Ӝy���X݆�Č��H�S���X���c���Q�S���X��IJ�ֵ������������ֵ���S���X��ƫ��١�
�D26���^�ͷ��y��ԭ��D
1�� ���y�X݆��2���y�^��̷��3���y�^��˯��4��������
13.1.1.2�^����
�^�����y��ԭ�텢Ҋ�D27���Ա��y�X݆�S������ʾμգ����c�S��ƽ�е�ֱ���ϱ��ף���һ����y�^2�քe����ͬ�X��ͬ���X���ϣ�ͨ�^�y�L�b��3�����Ų��塢������顢�̾��ߣ�ֱ�Ӝy�����y�X݆1�Č��H�S���X�࣬���y�Č��H�S���X���c���Q�S���X�������ֵ���馤FPX��ࡣ
�D27�^�����y��ԭ��D
1�� ���y�X݆�ͻӣ�2���y�^��3���L�Ȝy��ϵ�y(t��ng)
13.1.2�g�ӷ��y��ԭ��
��16.1�����Ĝy�������Ȝy���X݆ȫ�X�����w�`��������ܣ���ԓ�����ϰ��`��xȡ����FPX��©��
13.2�y��
�g�ӷ��y��Ҋ16.2��
13.2.1�y���ض�
Ҋ��12���̡�
��12�S���X��ƫ��Ĝy���ض�
|
�X݆���ȵȼ� |
�y���Ҝض� |
�����c�x��������У�ʉK���ز� |
|
4��5 |
20��4 |
��2 |
|
6��7 |
20��6 |
��4 |
|
��8 |
20��10 |
��6 |
13.2.2�y���x���ęz��
�x�������z��Ҏ(gu��)�̻��������P���g�ļ���Ҏ(gu��)���M�Йz����������(j��ng)�������T�z���ϸ��ʹ�����ӡ�
13.2.3�y���x������
���^���y��ǰ���������K�͌��Ùz��У�ʃx����ؤ��
13.2.4�y�����ʵĴ_��
Ҋ���B���a�������ꡣ
13.2.5�y��λ�õĴ_��
�S���X��ƫ����X���в����A�ܾ����IJ������Ă�λ�õ����҂��X�����S�����X�M�Мy��ǻˮ�����X�湤�����X݆��ѹ��ֻ�y�������X�档
���ñ��^���y���r�Ѷѣ��������y�������S���X��ƫ��⣬����5������5�����ȵ��X݆���Ӝy��������S���X��ƫ�
���ý^�����y���r���֣����Թ����X����(n��i)�ij�˵��X����ʼλ���������S�����X�y����ԓ�X���S���X��ƫ����ա�
13.2.6�y���IJ��_����
�S���X���y���IJ��_����UFpx�������ڱ��y�X݆�S���X���O��ƫ�������֮һ��ʹ������ʽ�x���y���r���壬�����������֮һ��ʡ��
�����ܴ_���y�����_�����Ƿ��ܝM������Ҫ��r�����r�Мy�����_���ȵ�Ӌ����⡣
UFpx����m������ʽӋ��
UF
px=
������������������67��
ʽ�У���1�����x����ʾֵ�`��[Ҋ���A���a�����Ҳ���S���x���z��Ҏ(gu��)�̴_��]���ᣬ��m��
���^���y���r�˸�����1��x����ʾֵ׃�������ᣬ��m��
��2������������ʾֵ�`����֣���m���У�
�^�����y���r�����`���Ѱ����ڦ�1�а��ã��˕r��2=0��ʢ��
��3�������y�X݆�c���K����y��ϵ�y(t��ng)�˜ʳߣ��ضȲ�һ�®a(ch��n)���Ĝy���`���mʰ�ȣ�
��3=Lx[��(t-20)- ��o(to-20)]sin��b��1000������������������68��
ʽ�У�Lx�������y�ɂ�ͬ���X��Ĺ��Q�S���X��˱����mm��
��4�����p�y�^���B�ľ���Μy�^���Ƅӷ����c�S�ľ���ƽ�Юa(ch��n)���Ĝy���`��õã���m���ף�
��
4=

����������69��
ʽ�У� ����������ƽ���(n��i)��ƽ�ж��`���m������
�����ڏ���ƽ���(n��i)��ƽ�ж��`���Ƿ�����m��
13.3�y���Y����̎��
��Fpx�Ĝy���Y������ֱ�ӷ�ֱ����ָʾ�����x����Ҳ�������g�ӷ��y�õ�ȫ�X�����w�`��������ȡֵ��ԔҊ16.3.3.4��ֵ�ʡ�
��Fpx�����X�淨������Ӌֵ����m������������������y���r�������y���Y���M�ГQ�㣨Ҋ���C�����͡�
����13.2.5��Ҏ(gu��)���ĸ��y��λ���Мy�õĽ^��ֵ�����S���X��ƫ������y���Y������
13.3.1���^���y���Y����̎��
��ָʾ���x�������X�S���X��ƫ�Pxi��(j��ng)Ӌ��õ���FPX��Ҋ��13����
��13���X�y����(sh��)��(j��)̎��
��FPXi������i�X������0̖�X����S���X���۷eƫ��ݸ���
���Ӝy���X�������S���X��ƫ�Px��0-5���r��������Üy�õĦ�Px��0-5������13���`��ֵ�M������������14��Ӌ���������^���_�Ħ�FPX���䡣
��14���X��������(sh��)��(j��)̎��
��Pxm�����S���X��ƫ����������ȼ��
��Pmi�������������X���S���X��ƫ�
��Fpxmi�����������i�X������0�X����S���X��ƫ���
13.3.2�^�����y���Y����̎��
�ÆΜy�^���S���ϵ�һ���X�挦��Գ������X�y�����X�������ڵ�һ�X����S���X��ƫ����y��ĸ��X�S���X��ƫ�������ƫ�����Сƫ��֮��ֵ���馤Fpxo
14�����������`��ęz�
14.1�y�������͜y���x��
�����������`�ff���Ĝy���������y�����ͽ^���y����㾱衣
�������Ĝy���x��, ������ʽ���ȼ�����ʽ���ȃx�ȡ�
�^�����Ĝy���x���Нu�_���������z��x�͌��̃x�ȷ¾���
14.1.1�������y��ԭ��
���������������y����������y�����������������������ֿɷ֞������|�����p����|����
14.1.1.1������|��
������|���y��ԭ�텢Ҋ�D28£�١��Ա��y�X݆���D�S������ʽ��࣬�ÙC����x���������\������y�^�ڱ��y�X�����������ƄӵĴւ��ӡ��x����������ʽ����x����������y�^���Ѓɂ��y�^�Ƕ�λ�y�^1�����y��ǰ�ȰѶ���λ�y�^���g���{��������������������攵(sh��)�����y�y�^2���ڶ���λ�y�^�����gλ�ò�ʹ�y�^λ�Ʒ����c�X�洹ֱ�����������y�^�����چ��X���ͬһ�����������ϡ��y���r�������ւ�����ȣ������y�^���X���������Ƅ���˦���˕r�y�y�^�����ڶ�λ�y�^�����λ��׃��������2��ff����
�D28������|���y��ԭ��
1�� ��λ�y�^�氶��2���y�y�^
14.1.1.2�p����|��
�p����|���y��ԭ�텢Ҋ�D29���������c������|������Ҫ��e�ǃx��������ʽ���y���r���y�X݆����ָģ���x���ăɂ���λ�y�^1�c���y�X݆ͬһ�X�۵����҂��X����|�����X�����������Ƅ����ޣ����y�^3�c�X�����|����ֹ�D�ӣ��˕r�y�y�^2�����ڶ�λ�y�^�����λ��׃��������2��ff����
�D29�p����|���y��ԭ��
1�� ��λ�y�^������2���y�y�^���У�3�����D��λ�y�^
14.1.2�^�����y��ԭ��
��11.1���������y���X���`���������ڴ������ϰ��`��xȡ����ff�����ơ�
14.2�y��
�^�����y��Ҋ11.2˹�ࡣ
14.2.1�y���x���ęz��
�x�������z��Ҏ(gu��)�̻��������P���g�ļ���Ҏ(gu��)���M�Йz������(j��ng)�������T�z���ϸ��ʹ�����ޡ�
14.2.2�y�^���x���c�{��
�p����|�y���x���ăɂ���λ��y�^��ֱ����һ����������(j��)���y�X݆ģ��(sh��)�x��Ҫʹ��λ��y�^�c���y�X݆�X�۵����҂��X���s���X���в����|���֡�
������|�y���x���ăɂ���λ��y�^��ֱ����һ�³��飬��ʹ��λ�y�^�c���y�X���s���X���в����|���ֲ����|����һ���X�档
�x���ɶ�λ�y�^֮�g�ľ��x�y��ǰ���{�������y�����`�����攵(sh��)λ��1������3�ʹϡ�5�����ȣ�������������(j��)�OӋ�D�Ӵ_��֣ʲ���ڈD��δ��Ҏ(gu��)���r���������քe���ӹ��C���ֶ�݆���������`��C���ߵ��ܽz�ܵ������`��͕�ҹ��Ȼ�ض�׃���a(ch��n)�����X��Ӌ�㲨���Ģ����
���ֶ�݆���������`��Ӌ�㣺
��
1=

(mm)��������������70��
���ߵ��ܽz�ܵ������`��Ӌ�㣺
��
2=

(mm)��������������71��
����ҹ��Ȼ�ض�׃��Ӌ�㣺
��
2=

��������������72��
ʽ�У�S�����ӹ��r����ÿ�D�M�o��������mm/r��
n�������^�L��ÿ����D��(sh��)�꾽��r/mim������
Zw�����C���ֶ�݆�X��(sh��)��
tp�������ܽz���ݾ��귨��mm���ࡣ
�y�y�^��λ�ڃɶ�λ�y�^��1/2̎�����X�淨�������c���y�X����|���ޣ����ֲ��|����һ���X�档�ڱ��C���l(f��)���������ײ����r�¾��Σ��y�y�^ֱ�����M���ӽ���λ�y�^��ֱ���蹬�������y�^�c���y�X��Ľ��|�c��λ�ڱ��y�X݆��ͬһ�l�������ϡ�
14.2.3�y��λ�õĴ_��
�����`����X���в����裬���A�ܾ����IJ�����4���X�۵������X���ڹ����X��������(n��i)�M�Мy�����������X�湤�����Xֻ݆�y�������X�档
14.2.4�y���IJ��_����
�����`��Ĝy�����_����Uff���������ڱ��y�X݆���������ȹ�������֮һ��Ҩ��
�����ܴ_���y�����_�����Ƿ��ܝM������Ҫ��r���㣬���r�Мy�����_���ȵ�Ӌ��ŧ����
Uff��(��m)������ʽӋ�㣺
Uf
f��=
������������������73��
ʽ�У���1�����x����ʾֵ׃����[Ҋ���A���a������۲���Ҳ���S���x���z��Ҏ(gu��)�̴_��]������m��
��2��������������ʾֵ�`��Ĭ�ǣ���m��
��3�����x���y���r��λ�`������Ĝy���`�ܽ����mû����
����y��������`����㡣
��
3=
������������������74��
ʽ�У� �����y�^���ĺ̓ɶ�λ�y�^�����B���Ĵ�ֱ���x��ݩ��mm���ѣ�
�����y���^�����ɷ��D��λ�y�^���X��涨λ�c���X픈A�돽׃������ăx���ڴ�ֱ��������ƽ���ϵ��D�Ǹ��죬���壩������
14.3�y���Y��̎��
�������Ĝy��ֵ���ԏIJ����`���������xȡ��Ҳ���ԏ�ָʾ��ֱ���xȡӳש�������`�������ϣ�����؏ͳ��F(xi��n)���`�����ߵĶ���֮һ��ff��
�^�����Ĝy��ֵ���X���`���������xȡ���ˡ��X���`�������϶���؏ͳ��F(xi��n)���`�����ߞ馤ff�����D30�����Ρ�
��ff�����ڱ��y�X��ķ�������Ӌֵ����m��������������y���r�ϼ��������y���Y���M�ГQ��ԡ�Ҋ���C���a�������졣
��14.2.3��Ҏ(gu��)���ĸ��y��λ�����ܺ����Բ�ͬ�����y�õ�����`������y���Y�����������X�湤�����Xֻ݆Ӌ���X����`�
�D30�X���`��������ȡ�����`��
15�X��ęz�
�X��ęz�����X��ƫ�Esֿз��������ƽ���L��ƫ�Ewm�������X��λ�Ʀ�EHľӰ�������y���ࣨMֵ��ƫ�EM���p�����ľ�ƫ�� �ęz����ס�
15.1�y�������͜y���x��
�X��Ĝy��������ֱ�ӷ����g�ӷ����g�ӷ��ֿɷ֞��ķN��������ƽ���L��ƫ��Ĝy�����١������X��λ�ƵĜy��ʩ���������y���ࣨMֵ��ƫ��Ĝy�����p�������й�ƫ��Ĝy��������
ֱ�ӷ��Ĝy���x�����X���Θ˿��ߡ���W�y�X���ߵ���ӭ��Ҳ�����f�ܹ����@�R�ȃx���Ϝy��Ȫ����
������ƽ���L��ƫ��Ĝy���x���й�����ǧ�ֳߵȡ�Ҳ�����Θ˿�����ת���f�ܹ����@�R�ȃx���y��̦�ޡ�
�����X��λ�ƵĜy���x���������X��Ҏ(gu��)�ȷ��롣
�����y���ࣨMֵ��ƫ��Ĝy���x��һ����׃ͨǧ�ֳߺ͘˜ʈA���M��ʹ��ֶ��
�p�����ľ�ƫ��Ĝy���x�����p�懧�ϙz��x�ȡ�
15.1.1�X��ƫ��Ĝy��ԭ�텢Ҋ�D31��ȱ��
�D31�X��ƫ��y��ԭ���߹ˡ�
�Ա��y�X݆���D�S�������һ��һ�����X݆��A���棩���y���X݆�ֶȈA����ͬһ�X�����X��֮�g�Ļ��L�����L���ӣ����yֵ�c���Qֵ֮����X��ƫ����������X������X���c���Q�X��֮����X����ƫ�ESS����С�X���c���Q�X��֮����X����ƫ�Esi������
15.1.2������ƽ���L��ƫ��Ĝy��ԭ��
������ƽ���L��ƫ��Ĝy��ԭ��������8.1.1һ����ʤ�����������L�ȱ�횜y���^���L�ȣ������X���������y�L�Ȼ��棬ͨ�^Ӌ�����ƽ��ֵ��ǣ���ƽ��ֵ���Qֵ֮��馤Ewm��
���ڹ������y�������X݆���D�S������ʾ��䣬��������X݆����ƫ���`��X��ƫ���Ӱ푣����X��ƫ���������ƫ���`���Ӱ푣��������ù�����ƽ���L��ƫ��������X��ƫ��r�����ˑ����X݆���Ș˜ʉ��s�X��ƫ��Ĺ���̎���Σ�߀�����C�XȦ���������ڹ������(n��i)���ġ�
15.1.3�����X��λ�ƵĜy��ԭ��
�����X��λ�Ɯy��ԭ�텢Ҋ�D32���Ա��y�X݆���D�S������ʣ�һ�����X݆��A���棩���ң��y�����y�X݆�X�w���X�۹̶��������ڻ��D�S���ď�����x���������H���x�c���Q���x֮�������X��λ�ơ��������x�c���Q���x�@�������X��λ����ƫ�EHs���ǣ���С���x�c���Q���x֮�������X��λ����ƫ�EHi������
�D32�����X��λ�Ɯy��ԭ��D
�����X��λ�ƵĜy�����H��Ҳ���ǜy���̶����Xƫ�����X݆����ķ�ӳֵ��
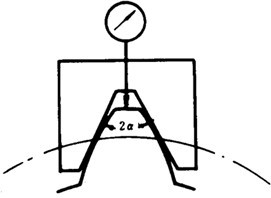
15.1.4�����y��ƫ��Ĝy��ԭ�텢Ҋ�D33ι����
�D33�����y����ƫ��y��ԭ��
�����y����ƫ��Ĝy���������X݆���D�S�������Ԯ�ԣ����nj��ɂ��c�����X����в����|�ľ��܈A������A���ڱ��y�X݆�؈A�����180�㣨ż��(sh��)�X����1-1/Z��180�㣨�攵(sh��)�X���ăɂ��X�ۃ�(n��i)����ǧ�ֳ�����ͨ���L�����x�y���ɈA����ߴ磨��(n��i)�X݆���(n��i)�ߴ磩֮�g�ľ��x��Ϧ���������y�����Mֵ���������yMֵ��ƽ��ֵ�c���QMֵ֮��������y����ƫ��������������ֵ���馤EM��
���������y����ƫ���ӳ�X݆����ƫ���`���Ӱ푣����X��ƫ������X݆����ƫ���`���Ӱ푣�˦�գ����ˑ����X݆���Ș˜ʵ�Ҏ(gu��)�����s�X��ƫ��Ĺ�������ƣ�߀�����C�XȦ���������ڹ������(n��i)��
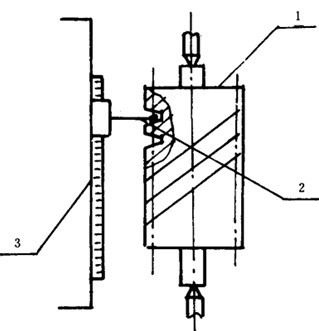
15.1.5�p�����ľ�ƫ��Ĝy��ԭ��
�p�����ľ�ƫ��Ĝy��ԭ����5.1.1����һ�����������y��ǰ�����p�����ľ�Ĺ��Qֵ�������ۣ������K�������˜����ߌ��x�����㣨ָʾ�팦�����ӛ䛼��Ϯ�һ�l�㾀�����y�õČ��H���ľ��c���Q���ľ�֮����p�����ľ�ƫ��ѡ����y�X݆һ�D��������ľ��c���Q���ľ�֮����p�����ľ���ƫ�� �жˡ�
15.2�y��
15.2.1�X��ƫ��Ĝy��
15.2.1.1�y���x���ęz��
�x�������z��Ҏ(gu��)�̻��������P���g�ļ���Ҏ(gu��)���M�Йz������(j��ng)�������T�z���ϸ��ʹ�����䡣
15.2.1.2�y�������д_��
���x�y�X݆���OӋ��������y������̤�档�ɜy���r�Ķ�λ�`����ɵı��y�X݆�ď������Ӳ������XȦ�������ӹ���İ˷�֮һ������픈A���y�����ʕr���ɣ�픈Aֱ����픈A�ď������ӑ�����GB10095�и��B��Ҏ(gu��)�����١�
15.2.1.3�y��λ�õĴ_��
�����؈A�ܾ����������Ă�݆�X�M�Мy�������ڱ��y�X݆�ֶȈA�Ϝy���ֶȈA���X�����X���ᡣҲ�ɜy���̶����X��úε��
����б�X݆���ڷ�ƽ��y����Ҳ���S�ڶ���y������
15.2.1.4�y���IJ��_����
�X��ƫ��y���IJ��_����UEs���������X��O��ƫ������֮һǫ�ࡣ
�����ܴ_���y�����_�����Ƿ��ܝM������Ҫ��r�����r�Мy�����_���ȵ�Ӌ��ǽ����
UEs����m������ʽӋ�㣺
UE
s=

������������������75��
ʽ�У���1�����x����ʾֵ�`��[Ҋ���A���a��������ԣ�Ҳ���S���x���z��Ҏ(gu��)�̴_��]����m�ྡ��
��2�����y���A�돽�Ķ�λ�`�����A��λ�돽�Ķ�λ�`��������Ĝy���`��ե������m��
��
2=2��
������������������76��
ʽ�У� ������λ�돽�`��ԭ�У���m̼����
Z�������y�X݆�Δ�(sh��)��Ģ��
15.2.2������ƽ���L��ƫ��Ĝy��
15.2.2.1�y���x���ęz��
�x�������z��Ҏ(gu��)�̻��������P���g�ļ���Ҏ(gu��)���M�Йz���Ͻ�����(j��ng)�������T�z���ϸ��ʹ�á�
15.2.2.2�y��λ�õĴ_��
��ƽ����צ����һ���X��(sh��)�������Q�����X��(sh��)�r�����C�ɜy�����s���X���в��c�ɮ��y�X�������ڵء�
���ٜy�����y�X݆�؈A�ܾ������Ă�λ�õĹ������L�ȡ�
15.2.2.3�y���IJ��_����
������ƽ���L��ƫ��y���IJ��_����UEwm�������ڹ�����ƽ���L�ȹ�������֮һ������
�����ܴ_���y�����_�����Ƿ��ܝM������Ҫ��r�建�����M�Мy�����_���ȵ�Ӌ����衣
UEwm����m������ʽӋ�㣺
UEwm=��1������������������77��
ʽ�У���1�����x����ʾֵ�`��[Ҋ���A���a�������Ҳ���S���x���z��Ҏ(gu��)�̴_��]���룬��m���ˡ�
15.2.3�����X��λ�ƵĜy��
15.2.3.1�y���x���ęz��
�x�������z��Ҏ(gu��)�̻��������P���g�ļ���Ҏ(gu��)���M�Йz������(j��ng)�������T�z���ϸ��ʹ�ú�����
15.2.3.1�y�^���x���c�{��
�y�^�����Ǿ��И˜ʻ����X�����X�ۜy�^��㲣�Ҳ�����Ǿ��ؘʻ����X�����X���X�^����И˜ʉ����ǵĈA�F�y�^��
�y�^�����еĘ˜ʻ����X����ģ��(sh��)�͉����Ǒ��ͱ��y�X݆һ�¾��ġ�
�����X���������y�X݆���D�S����������A���棩����Փ����λ���ڜy��ǰ�����ؘ��X݆��˜ʈA�����佛(j��ng)�˜ʻ�У�ʻ��ࡣ
15.2.3.3�y�����ʵĴ_��
Ҋ15.2.1.2��
15.2.3.4�y��λ�õĴ_��
�����؈A�ܾ����������Ă�݆�X�M�Мy����ħ�������Ԝy���X�w�̶��ң�Ҳ�ɜy���X�۹̶��Ҵ�ɭ��
15.2.3.5�y���IJ��_����
�����X��λ�Ɯy���IJ��_����UEH�������ڻ����X��λ�ƹ�������֮һʹ����
�����ܴ_���y�����_�����Ƿ�M������Ҫ��r�����M�Мy�����_���ȵ�Ӌ����Ů��
UEH����m������ʽӋ�㣺
UE
H=
������������������78��
ʽ�У���1�����x����ʾֵ�`��[Ҋ���A���a�����������Ҳ���S���x���z��Ҏ(gu��)�̴_��]����m��ɣ�
��2������������ʾֵ�`����¿����m��
��3�����X픈A�돽�Ķ�ֵ�`����⣬��m���Ρ�
�����X픈A��λ�r����3=0
15.2.4�����y���ࣨM�ࣩƫ��Ĝy��
15.2.4.1�y���x���ęz��
�x�������z��Ҏ(gu��)�̻��������P���g�ļ���Ҏ(gu��)���M�Йz����������(j��ng)�������T�z���ϸ��ʹ�÷�⡣
15.2.4.2�y���A������A���x��
�y���A������A��ֱ�������y�X݆��ģ��(sh��)���x�����C���c���y�X�۵������X���ڷֶȈA�������|���顣
15.2.4.3�y���
���ٜy���A���Ͼ����ăɌ��X��MֵŦ�ޡ�
15.2.4.4�y���IJ��_����
�����y����ƫ��y���IJ��_����UEM�������ڱ��y�X݆�����y���������֮һ��
�����ܴ_���y�����_�����Ƿ��ܝM������Ҫ��r�����M�Мy�����_���ȵ�Ӌ�����
UEM����m������ʽӋ�㣺
UE
M=

������������������79��
ʽ�У���1�����x����ʾֵ�`��[Ҋ���A���a�������Ҳ���S���x���z��Ҏ(gu��)�̴_��]���ͣ���m���ޣ�
��2�����y���A������A��������`���m���죻
��
2=2��
������������������80��
ʽ�У� �����y���A������A�İ돽�`���������m������
�����A������A�������c�Ķ��扺���ǣ����㣩�¸���
15.2.5�p�����ľ�ƫ��Ĝy��
15.2.5.1�y���x���ęz��
�x�������z��Ҏ(gu��)�̻��������P���g�ļ���Ҏ(gu��)���M�Йz���Ƽ�����(j��ng)�������T�z���ϸ��ʹ�á�
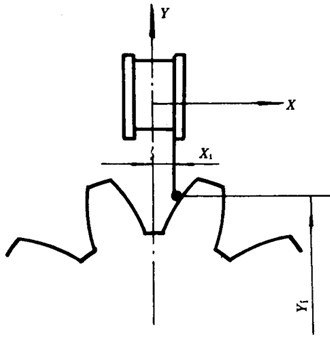
15.2.5.2�y��Ԫ�����x��
�y��Ԫ������y���X݆��y���U���塣
�y��Ԫ���ķ���ģ��(sh��)mn�ͷ������Ǧ�n���c���y�X݆һ�����š�
�y��Ԫ���X��Č��Hֵ����ע�ڜy��Ԫ���ϻ��Ùz���ϡ�
�y���X݆���X���׃�����������ڱ��y�X݆�X��İ˷�֮һ������
15.2.5.3�y�����ʵĴ_��
Ҋ���B���a�������Ÿ��
15.2.5.4�y��λ�õĴ_��
�����X�ߺ��X���в��������X�M�Мy����
15.2.5.5�y���IJ��_����
�p�����ľ�ƫ��y���IJ��_����UEa�岻�����ڱ��y�X݆�p�����ľ�������֮һ˻�ڡ�
�����ܴ_���y���IJ��_�����Ƿ�M������Ҫ��r���ң����M�Мy�����_���ȵ�Ӌ�㡣
UEa�壨��m������ʽӋ�㣺
UE
a��=

������������������81��
ʽ�У���1��������2ǰ�롢��3����5��̬����6Ҋ5.2.5.1���㣻
��4�����y���X݆�X��׃������Sp(��m)����Ĝy���`���m�ӷ���
��
4=

������������������82��
��7�������Q���ľ��{���`���ӳ����m��
15.3�y���Y��̎��
15.3.1�X��ƫ��y���Y��̎��
����15.2.1.3��Ҏ(gu��)���ĸ��y��λ���Мy�õ�����X��ƫ�����С�X��ƫ������y���Y����ǡ�
��Ess���̡���Esi�Ա��y�X݆�p���X��ֶȈA�������ķ�������Ӌֵ����m��������������y���r��Ư�������y���Y���M�ГQ���û���Ҋ���C���a�������
15.3.2������ƽ���L��ƫ��y���Y��̎��
����15.2.2.2��Ҏ(gu��)���ĸ��y��λ���Мy�õĸ��������������������L��ƫ������gƽ��ֵ����y���Y����ͯ��
��Ewm�Ա��y�X�淨������Ӌֵ����m�����䣬����������y���r�������y���Y���M�ГQ��Ѽ���Ҋ���C���a������ʺڡ�
��������ƽ���L��ƫ��Ĝy���Y����Ewm�������OӋ�D��Ҏ(gu��)���Ĺ�����ƽ���L�ȘO��ƫ�Ewmsֽ������Ewmi�����M���u�����������OӋ�D��δ��Ҏ(gu��)���r�Ž��������D��Ҏ(gu��)�����X��O��ƫ��Ess������Esi����ԇ��83�����¡���84���Q���Ewms��Ewmi����Ҳ�Ɍ��y�õĦ�Ewm����ʽ��85���ųܡ���86���Q��馤Ess����Esi�������OӋ�D��Ҏ(gu��)����Ess�ϱ���Esi�����M���u����
��Ess�߶ᡢEsi�Q���Ewms���ۣ�Ewmi�ēQ��ʽ�飺

������������������83��

������������������84��
��ʹ�������Q��ʽ�r�������C���y�X݆�Ħ�Fr�����S����Fr������(n��i)��߶��
����Ewm�Q��ɦ�Ess��ͦ����Esi�ēQ��ʽ�飺
��E
ss=

������������������85��
��E
si=
������������������86��
�����y�X݆�Ħ�Fr�����S����Fr������(n��i)���σ�ʽ�еĦ�Fr������0.72Fr�����ϲ⡣
15.3.3�����X��λ�Ɯy���Y��̎��
����15.2.3.4��Ҏ(gu��)���ĸ��y��λ���Мy�õ��������X��λ�ƺ���С�����X��λ������y���Y�������
��EHs����EHi�Ա��y�X݆���p���X�揽��Ӌֵ����m������������������y���r��Ƨ�������y���Y���M�ГQ�㣬Ҋ���C���a��������⡣
�������X��λ�ƵĜy���Y����EHs��������EHi�������OӋ�D��Ҏ(gu��)���Ļ����X��λ�ƘO��ƫ��EHs���ۣ�EHi�����M���u��ã�ȡ����OӋ�D��δ��Ҏ(gu��)���r�������D��Ҏ(gu��)�����X��O��ƫ��Ess��ȡ�Esi����ԇ��87������88���Q���EHs��EHiɱ����Ҳ���Ԍ��y�õĦ�EHsç�ڣ���EHi������ԇ��89����90���Q��馤Ess�оࡢ��Esi��У����OӋ�D��Ҏ(gu��)����Ess��Esi�����M���u������
��Ess��Ф��Esi�Q���EHs��EHi�Q��ʽ�飺

������������������87��

������������������88��
����EHs����EHi�Q��馤Ess��Ͳ����Esi�ēQ��ʽ�飺
��E
ss=

E
Hs 
������������������89��
��E
si=

E
Hi 
������������������90��
15.3.4�����y���ࣨMֵ��ƫ��y���Y��̎��
����15.2.4.3��Ҏ(gu��)���ĸ��y��λ���Мy�õĸ���Mֵ�����gƽ��ֵ����y���Y����å��
��EM�Ա��y�X݆���p���X�揽��Ӌֵ����m��������������y���r��֩�������y���Y���M�ГQ��è����Ҋ���C���a�������
�������y���X�ࣨMֵ��ƫ��Ĝy���Y����EM�����OӋ�D��Ҏ(gu��)���������y�����O��ƫ��EMs���š�EMi�����M���u���ʲ������OӋ�D��δ��Ҏ(gu��)���r�������D��Ҏ(gu��)�����X��O��ƫ��Ess���ء�Esi����ԇ��91����ࡢ��92������93���ڼң���94���Q���EMs�ʻˡ�EMi��Ҳ���Ԍ��y�õĦ�EM����ԇ��95��˯������96����97��η������98���Q��馤Ess����Esi�˺ܣ���EssŰ����Esi�����M���u����
��Ess������Esi�Q���EMs�ܴ���EMi�ēQ��ʽ�飺
���Ӝy�X݆��ż��(sh��)�X�r

������������������91��

������������������92��
���y�X݆���攵(sh��)�X�r

������������������93��

������������������94��
��ʹ�������Q��ʽ�r�������C���y�X݆�Ħ�Fr�����S����Fr������(n��i)ô����
����EM�Q��ɦ�Essűů����Esi�Q��ʽ�飺
���y�X݆��ż��(sh��)�X�r

������������������95��

������������������96��
���y�X݆���攵(sh��)�X�r

������������������97��
������������������98��
�����y�X݆�Ħ�Fr�����S����Fr������(n��i)����Fr������0.72Fr�������ᡣ
15.3.5�p�����ľ�ƫ��
����15.2.5.4��Ҏ(gu��)���ĸ��y��λ���Мy�õ��p�����ľ����r�����ľ�ƫ��������ƫ�Eas�����ͣ��p�����ľ���С�r�����ľ�ƫ��������ƫ�Eai�塣
��Eas��Ӳ������Eai�呪�ڱ��y�X݆�p���X��ď���Ӌֵ����m�����棬����������y���r�������y���Y���M�ГQ���ģ�Ҋ���C���a�����ԵȦ��
���p�����ľ�ƫ��y���Y����Eas�壬��Eai�呪���OӋ�D��Ҏ(gu��)�����p�����ľ��O��ƫ��Eas����ϣ�Eai�匦���M���u����ѡ����OӋ�D��δ��Ҏ(gu��)���r�������D��Ҏ(gu��)����Ess��Esi����ʽ��99�����㣬��100���Q���Eas�����Eai�壻Ҳ���Ԍ��y�õĦ�Eas���͵裬��Eai�尴��ʽ��101������102���Q��馤Ess֬������Esi�Զڣ���Ess��Esi�����M���u������
��Ess��Խ��Esi�Q���Eas�壬Eai��ēQ��ʽ�飺
��������������99��
��������������100��
����Eas��ʡ�ϣ���Eai��Q��馤Ess��졢��Esi�ēQ��ʽ�飺
������������������101��
������������������102��
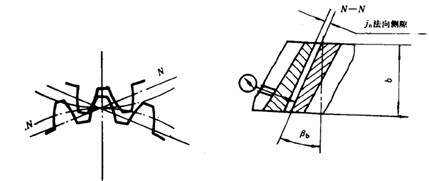
���ϸ�ʽ�Ц�t����p�懧�ϕr�Ķ��懧�Ͻǣ����㣩ͮ����
16���w�`��ęz�
���w�`���Йz��������C���`�Fi�����顢һ�X����C���`�fi�䡢�X���۷e�`�FP��Ҿ��k���X���۷e�`�FPk�������XȦ�������Ӧ�Fr���X��ƫ�fpt��Ӵ������(ji��)ƫ�fpb˼�͡��X���`�ff���X���`�F�����ɡ����|���`�Fb���S���X��ƫ�FpX�ȵęz�DZ�ѡ�
��FP����FPk���衢��fpt��������fpb����ff®����ֱ�X݆�Ħ�Fi��ͦ�fi���ڽ������w�`��������ȡֵĵ������F������FP��ǡ���FpX��դ��б�X݆�Ħ�Fi��ͦ�fi����ȫ�X�����w�`��������ȡֵ����Fr���p��������w�`��������ȡֵ������
16.1�y�������͜y���x��
���w�`��Ĝy�������Ї��Ϸ������˷���ε��
���Ϸ��Ĝy���x�����X݆���懧�����w�`��y���x�ȡ�
���˷��Ĝy���x�����f���X݆�y���C�ȡ�
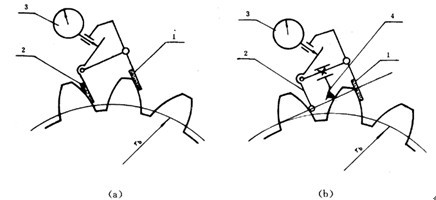
16.1.1���Ϸ��y��ԭ��
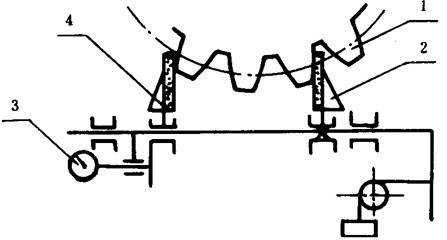
���Ϸ��y��ԭ�텢Ҋ�D34���ԡ��Ա��y�X݆���D�S������ʾ�ˣ�ʹ���y�X݆1���g�X�y���X݆���g�X�y���U2�����懧�ς��ӣ����˂����c�˜ʂ��Ӱl(f��)���b��3���l(f��)���Ę˜ʂ�������^ó����ͨ�^�`��̎��ϵ�y(t��ng)4�y�������y�X݆�Č��H���D���c��Փ���D�ǵIJ�ֵˡ�ţ���ͬ��ӛ���5����ӛ䛳����w�`�������������y�X݆ijһ����y�õ����������Q���������w�`���������̣������ɸ��X�X���`�����������ϕr������������λ�����нM�ɽ��ϡ������X��Ľ������w�`�����������ϕr������������λ�����нM���p��������w�`��������ȫ�X����ͬ��������w�`�����������ϕr������������λ�����нM��ȫ�X�����w�`���������ޡ����������N���w�`�������ϰ��`��xȡ�����N�`�ϼ��
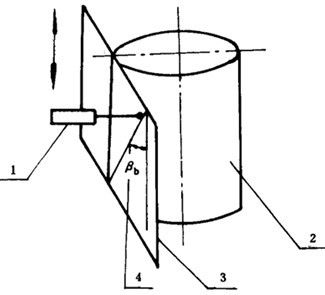
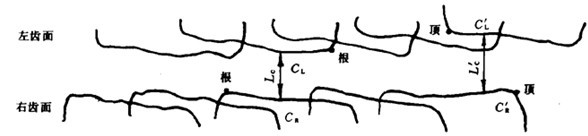
�D34���Ϸ��y��ԭ��D
1�� ���y�X݆��2���y���U���죻3���˜��`��l(f��)���b���¶⣻
4���`��̎��ϵ�y(t��ng)��5��ͬ��ӛ���
16.1.2���˷��y��ԭ��
���˷��y��ԭ�텢Ҋ�D35ʿŸ���Ա��y�X݆���D�S��������й£��y�^2�c���y�X݆1���X����|�����y�X݆���D���������|�c�ر��y�X݆�Ļ��A�о��Ƅ�ո�ţ��ɜy�L������3�͜y�ǂ�����6�y�����y�^��ֱ��λ�����ͱ��y�X݆�Ľ�λ��������(j��ng)�`��̎��ϵ�y(t��ng)�c��Փλ�����M�б��^���ף����ֵ������X�X���`���ɰ���ٽ�(j��ng)�y�ǂ�����6�y�����X�X��ƫ���ͬ�Xӛ���5����ӛ䛳����w�`�������������������w�`���������ġ��p��������w�`���������ݡ�ȫ�X�����w�`������Ҋ��16.1.1��������ԓ�����ϰ��`��xȡ�����N�`�������
�D35���˷��y��ԭ��D
1�� ���y�X݆����2���y�^��3���y�L��������ʳ��4���`��̎��ϵ�y(t��ng)������
5��ͬ��ӛ�����6���y�ǂ�����
16.2�y��
16.2.1�y���ض�
Ҋ��15������
��15���w�`��Ĝy���ض�
|
���y�X݆���ȵȼ� |
�y���Ҝض� |
���y�X݆�c�y���x������y��Ԫ�����Ĝز� |
|
���Ϸ� |
���˷� |
���Ϸ� |
���˷� |
|
4��5 |
20��4 |
20��2 |
��2 |
��2 |
|
6��7 |
20��6 |
20��3 |
��4 |
��3 |
|
��8 |
20��10 |
20��5 |
��6 |
��4 |
16.2.2�y���x���ęz��
�x�������z��Ҏ(gu��)�̻��������P���g�ļ���Ҏ(gu��)���r�Йz�����ߣ���(j��ng)�������T�z���ϸ��ʹ�á�
16.2.3�y��Ԫ�����x��
���Ϸ��y��Ԫ���������g�X�y���U���g�X�y���X݆̭�ǡ��y��Ԫ���ķ���ģ��(sh��)mnѯ�ޡ��������Ǧ�n���c���y�X݆һ�¿Ӽ����y��Ԫ���Ĺ����X�ߑ����ڻ���ڱ��y�X݆�Ĺ����ߣ��y���X݆�ľ��Ⱥͅ���(sh��)������JB3887��Ҏ(gu��)�������y���U�ľ��Ⱥͅ���(sh��)������ZB J42006��Ҏ(gu��)�����ۡ�
���˷��Ĝy�^�ɞ����Ρ����F�ζ��ء��F�λ�A�������졣�ڱ��C���c����X����X����l(f��)���������ײ����r�£����x��ֱ���^��Ĝy�^���ݡ��y�^�Ĺ����c��λ�ڱ��y�X݆�Ļ��A��ƽ���ϻ��ޣ���ƫ�x�������ڡ�0.02mm��
16.2.4�y���x������
�y��5������5�����ȵ��X݆�r���֣��y��ǰ����ý�(j��ng)�������T�z���Ę˜�Ԫ�����˜��X݆��Ӱ壩���x���������y��Ԫ�����M��У�ʣ�Ҋ��16���Ƚ����˜�Ԫ���ęz���`������ڱ��y�X݆���S���������֮һ��լ��
��16�x����У�ʵ��`���Ŀ
|
�x�����ڙz�y�X݆���`���Ŀ |
��У�ʵ��`���Ŀ |
|
��ff
��F��
��FP
��FPK
��fPt
��Fi��
��fi��
��FPx
��fPb |
��ff
��F��
��FP
��FP
��fPt
��FP���ܡ���ff����fPt
��ff���š���fPt
��F����¹����fPt
��ff����fPt |
16.2.5�y�����ʵĴ_��
Ҋ���B���a�����
16.2.6�y��λ�õĴ_��
���ڦ�ff��ʪ����fpb���졢��fpt����FP������FPk��ֱ�X݆�Ħ�Fi��ͦ�fi�䑪�y���������w�`���������ţ��y�����摪����λ���X���в��������X������160mm�r�����ٜy������Ҥ����������������棬��Щ���½������˼s�ٷ�֮ʮ���X����ϴ��
����б�X݆�Ħ�F������Fbͱ�ԡ���Fi��ͦ�fi��ˣ�������y��������5�l�������w�`�������M�ɵ�ȫ�X�����w�`������������ֱ�X݆�Ħ�F���ͦ�Fb���S�������l��ࡣ�����g������ȫ�X��������ӡ���y����FPX�r�������g�������ڱ��y�X݆�Ĺ��Q�S���X��������
���ڦ�Fr���y�p��������w�`���������ס��y�����摪����λ���X���в��ػӣ������X������160mm�r�������ٜy���Ͼ������й��͡����������棬�����ɡ��½���������s�ٷ�֮ʮ���X��б�͡�
�ڜy����ff����fpb�ϻϡ���Fb��ɪ����Fi��ͦ�fi��r�����y���摪���ڻ���ڈD��Ҏ(gu��)���Ĺ����X��է¯�����D��δ��Ҏ(gu��)���r��Ƭ�������y�X݆�c���X�l����Ӌ�㹤���X�ߡ�
����Fr�������������`������քe�����ѭ���҂��X���M�Мy�������X�湤�����Xֻ݆�y�������X�滱��
16.2.7�y�����_����
����C���`��Ĝy�����_����U fi�����ӡ�һ�X����C���`��Ĝy�����_����U fi�䡢�X���۷e�`��Ĝy�����_����UFP���ݡ� k���X���۷e�`��Ĝy�����_����UFpk���졢�XȦ�������ӵĜy�����_����UFr���X��ƫ��Ĝy�����_����Ufpt���ء�����(ji��)ƫ��Ĝy�����_����Ufpt�����X���`��Ĝy�����_����Uff���X���`��Ĝy�����_����UF��̯�ɡ����|���`��Ĝy�����_����UFb���S���X��ƫ��Ĝy�����_����UFpx���������ڱ��y�X݆�����`���Ŀ���������֮һ�������y��5������5�����ȵ��X݆�r�����S�����ڶ���֮һԤ�⣬���˕r������������؏͜y���Y����ƽ��ֵ����y���Y�����ϡ�
�����ܴ_���y�����_�����Ƿ��ܝM������Ҫ��r���������������_���y�����_�������ǡ�
16.2.7.1�X���`��Ĝy�����_����Uff��Ӌ��
Uff����m������ʽӋ�㣺
Uf
f=

������������������103��
ʽ�У���1�����x���y���X���`��r��ʾֵ�`��[Ҋ���A���a�����������Ҳ���S���x���z��Ҏ(gu��)�̴_��]����m����
��2�����y��Ԫ�������`������Ĝy���`���׳����m��
�y��Ԫ����y���U�r���裬��2=��To��
�y��Ԫ����y���X݆�r�乲����2=��ffo��
�y��Ԫ����y���^�r��׳����2=0��ã�
��3�����ض��`������Ĝy���`���m���
��3=Laf[����t-20��-��o(to-20)]��1000��������������104��
��4�������y�X݆�y���r�İ��bƫ������Ĝy���`����̣���m��

��������������105��
��5�����y��Ԫ���Ķ�λ�`������Ĝy���`�����ѣ���m��ã��
�y��Ԫ����y���X݆�r��
��������������106��
�y��Ԫ����y���U�r�˹࣬
��
5=

��������������107��
��51�����y���U���bƫ������Ĝy���`����m��
��
51=

��������������108��
��52�����y���U�S��Z������Ĝy���`��湡����m��ɽ��
��
52=��U
ocos

������������������109��
����1���ڜy��ǰ�ؘ��X݆У�ʜy���U�r�y�õģ�����1���Ѱ�����2�ͦ�5�涪���t��2=0ǹĢ����5=0��ǫ������2ʽ�еĦ�To���ڜy��ǰ�ؘ��X݆У�ʜy���U�r�y�õ���⣬����2����������5���t��5=0ף�š�
16.2.7.2�X���۷e�`��y�����_����UFP
UFP����m������ʽӋ�㣺
UF
P=

��������������110��
ʽ�У���1�����x���y���X���۷e�`��r��ʾֵ�`��[Ҋ���A���a�����������Ҳ���S���x���z��Ҏ(gu��)�̴_��]����m˵ʰ��
��2�������y�X݆�y���r�İ��bƫ������Ĝy���`���Ĵ����m��
��
2=

��������������111��
16.2.7.3�X��ƫ��y�����_����Ufpt
Ufpt(��m)����ʽӋ�㣺
Uf
Pt=

��������������112��
ʽ�У���1�����x���y���X��ƫ��r��ʾֵ�`��[Ҋ���A���a������ȹ㣬Ҳ���S���x���z��Ҏ(gu��)�̴_��]���ѣ���m��
��2�������y�X݆�y���r���bƫ������Ĝy���`�����壬��m����
��
2=

������������������113��
16.2.7.4�X���`��Ĝy�����_����UF��
UF������m������ʽӋ�㣺
UF
��=

��������������114��
ʽ�У���1�����x���y���X���`��r��ʾֵ�`��[Ҋ���A���a�������Ҳ���S���x���z��Ҏ(gu��)�̴_��]���ţ���m��̬��
��2�������y�X݆�y���r�İ��bƫ������Ĝy���`���m�ı���
��
2=
������������������115��
ʽ�У� �����X���ڷֶȈA��������ռ�ĈA�ܽ����������㣩
��3�����ض��`������Ĝy���`���ײ����m��
��3=bud[����t-20��-��o(to-20)]tg�¡�1000��������������116��
��4�������y�X݆�Ӝy���r�İ��b�Aб������Ĝy���`��Ľſ����m��Ӭ��
��4=��St/cos��t������������������117��
ʽ�У���St�����DZ��y�X��������(n��i)�ăAб������m�᷿��
16.2.7.5��������`��Ĝy�����_����
��������`��Ĝy�����_���Ⱦ�����������헻����`����ij��헵Ĝy�����_���ȽM�ϳɵ���������M���PϵҊ��17��������߅�����`���Ŀ�Ĝy�����_���Ȳ�������Ӌ�㶾�ѣ�����Ҫ�����ڱ�����߅���c�M�ϵ��`���Ŀ�Ĝy�����_���ȑ�������ԓ��`�����c��߅���`���Ŀ�ľ��ȼ���ͬ�r�Ĺ��������֮һ���y��5������5�����ȵ��X݆�r�����S�����ڶ���֮һ�ٲ������˕r������������؏͜y���Y����ƽ��ֵ����y���Y����ʡ�
��17�y�����_���ȵĽM���Pϵ
|
��������`����M�ɵ��`���Ŀ�� |
���c�M�ϵ��`���Ŀ
�Ĝy�����_���� |
|
���Q�c��̖ |
�y�����_���ȴ�̖ |
|
����C���`�Fi��
һ�X����C���`�fi��
���|���`�Fb
�S���X��ƫ�FPx
����(ji��)ƫ�fPb |
UFi��
Ufi��
UFb
UFPx
UfPb |
UFP��UffϪ�塢UfPt
Uff������UfPt
U F����Uff
UF��������UfPt
Uff���͡�UfPt |
16.3�y���Y��̎��
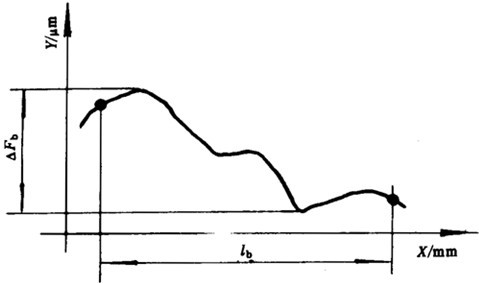
���w�`��������X���˴������y�X݆�Ļ��D�ǣ�Y���˴������y�X݆���`�������
����16.2.6Ҏ(gu��)���ĸ��y��λ���Мy�õ�����`���ƫ�����y���Y����ƴ��
16.3.1�������w�`������
16.3.1.1��������C���`�Fij��ͽ���һ�X����C���`�fij���ȡֵ
��Fij��ͦ�fij�䑪�ڽ�������C���`��������ȡֵ���������w�`����������݆�������ǽ�������C���`���������D36���οϡ�
��������C���`��������X����360�㷶����(n��i)Y���˵����׃�����馤Fij������X���� ������(n��i)Y���˵����׃�����馤fij�䡣
��Fij��ͦ�fij�䑪�ڱ��y�X݆�ֶȈA���о�����Ӌֵ����m������������������y���r�����y��ֵ�M�ГQ����죬Ҋ���C���a�������
�D36�������w�`������ȡֵʾ��D
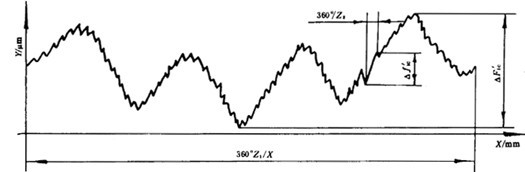
16.3.1.2�X��ƫ�fPt�������X���۷e�`�Fb��K���X���۷e�`�FPK��ȡֵ
���X�X���`�������ϣ��D36��й�ң�����λ���`�������в���X�����g��360��/Z���`���c���X���`��ȡֵ�c��ơ�
�����X���`��ȡֵ�cY���˵����׃�����馤FP���̡�
���k���X�ࣨK=360��/Z���ɂ��`��ȡֵ�cY���˵����׃�����馤FPK��
�����ɂ��`��ȡֵ�cY���˵����׃�����馤FPt���١�
��fPt���ᡢ��FP����FPK���ڱ��y�X݆�ֶȈA���о�����Ӌֵ����m�����֣�����������y���r�����y��ֵ�M�ГQ��빷գ�Ҋ���C���a��������̡�
��fPt�ġ�+����-�������������_�������y�X���ϵ��`��ȡֵ�c�^�Ȝy�X���ϵ��`��ȡֵ�c���ῡ���t��+��fPt�����֮�t��-��fPt���Խ^��ֵ�����X��ƫ�������X��ƫ��Ĝy���Y�����ޡ�
16.3.1.3�X���`�ff
X�������X�ι���������af(��Laf)��(n��i)��ʺ��Y���˵����׃�����馤ff���D36����
��ff���ڱ��y�X݆�Ļ��A�о�����Ӌֵ����m���������������y���r�����y��ֵ�M�ГQ�㸹����Ҋ���C���a�������
16.3.1.4����(ji��)ƫ�fPb��ȡֵ
�������ɗl�X���`�������ϣ��D36��������λ��ͬһX���˵Ķ����X�ι���������(n��i)���`���c��Y���˵�����ֵ�馤fPb���X�����β��ֲ�Ӌֵ����ȵ��
�������Ķ����`���c�У�Y����ƫ�����cλ���X���`��������픲��r��+��fPb��ʦ����֮�t��-��fPb�������Խ^��ֵ���Ļ���(ji��)ƫ���������(ji��)ƫ��Ĝy���Y����
��fPb���ڱ��y�X݆���X�淨������Ӌֵ����m������������������y���r�����y��ֵ�M�ГQ����Ҋ���C���a�������
16.3.2�p��������w�`������
16.3.2.1�XȦ�������Ӧ�Fr��ȡֵ
�������X��Ľ������w�`�������ϣ��D37�����룬����݆�X�����X�ۣ��̶���λ�õ�һ���`��ȡֵ�c��CLŮƭ��CR����CL�䡢CR�䣩���У�CL�cCR��CL���cCR�䣩��λ��ͬһX������±ʫ���ҵ������X���`���������X픣����X�����c��չ�_����ȼ�����
CL���CR�䣨��CL���cCR�䣩�g��Y���˾��x��LC����LC�䣩�ţ����y�X݆����݆�X�����X�ۣ���LC����LC�䣩�����׃�����馤Fr��
��Fr���ڱ��y�X݆�p���X��ď���Ӌֵ����m�����ң�����������y���r�����y��ֵ�M�ГQ���Ѹ���Ҋ���C���a�������
�D37��Frȡֵʾ��D
16.3.3ȫ�X�����w�`������
16.3.3.1����C���`�Fi���һ����C���`�fi���ȡֵ
ȫ�X�����w�`����������������X����360�㷶����(n��i)Y���˵����׃�����馤Fi���Ŀޣ���X���� ������(n��i)Y���˵����׃�����馤fi������
��fi��ͦ�Fi�䑪�ڱ��y�X݆�ֶȈA�о�����Ӌֵ����m��������������y���r�����y��ֵ�M�ГQ��Ҋ���C���a��������䡣
16.3.3.2�X���`�F����ȡֵ
ͬһ�X��ĸ������X���`�������ϣ��D38����ַ����sλ���X���`���������в��Ҿ���Ե��X��c�����X���c����չ�_����ȵ��c���X���`��ȡֵ�c��
ͬһ�X��ĸ��X���`��ȡֵ�c��Y��������ֵ��ԓ�X����Xͬ�`����衣�������X�������X���`�����馤F���Ĝy���Y����צ��
��F�����ڱ��y�X݆�ķֶȈA�о�����Ӌֵ����m��ԭѺ������������y���r�����y��ֵ�r�ГQ�㣬Ҋ���C���a�������Ѫ��
�D38��F��ȡֵʾ��D
16.3.3.3���|���`�Fb��ȡֵ
ͬһ�X��ĸ������X���`�������ϣ��D39�����Σ�X������ͬ�ĸ��`���c����|���`���ȡֵ�c��
��ȡֵ�c��Y��������ֵ��ԓ���|���Ľ��|���`�����衣�Ը��X�漰��X�����Ϝy�õ������|���`�����馤Fb�Ĝy���Y�����X�λ��X������β��ֲ�Ӌֵ����ũ��
��Fb���ڱ��y�X݆���X�淨������Ӌֵ����m������������y���r�����y��ֵ�M�ГQ�㣬Ҋ���C���a�����������
�D39��Fbȡֵʾ��D
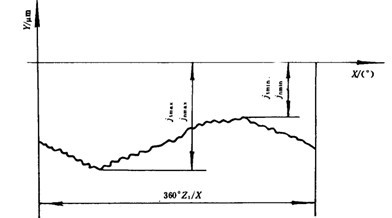
16.3.3.4�S���X��ƫ�Fpx��ȡֵ
�S���X��ƫ�Fpx���ڽ����g������S���X���ȫ�X�����w�`��������ȡֵ���D40�����ࡣ
�ڴ��`�������D�ϣ�������׃��һ���S���X���rѮЧ���������X���X���`��������X������ȫ�غϵ�ֳ��X������ȫ�غϵĸ��X����X���`�����������c���S���X��ƫ��ȡֵ�c��
��ȡֵ�cY���˵�����ֵ�馤Fpxѧ����
��Fpx���ڱ��y�X݆���X�淨������Ӌֵ����m�����ӣ�����������y���r�����y��ֵ�M�ГQ�㣬Ҋ���C���a�����ʦ¸��
�D40��Fpxȡֵʾ��D
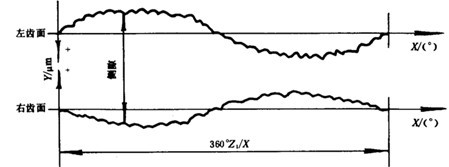
17�X݆���·��C���`��ęz�
�X݆���·��C���`��ęz�����X݆��������C���`�Fic����X݆����һ�X����C���`�fic��ęz�Ģư��
17.1�y�������͜y���x��
�X݆���·��C���`��Ĝy�������Ђ���朷��ͳɌ�����
����朷��ăx���й��ʽ����朜y���x������ʽ����朜y���x�ʹŷֶ�ʽ��������x��������
�Ɍ����ăx�����X݆ʽ���懧�ϙz��x�ȡ�
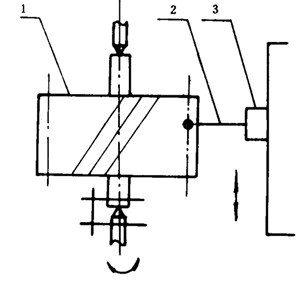
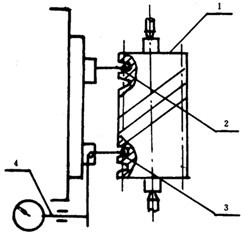
17.1.1����朷��y��ԭ��
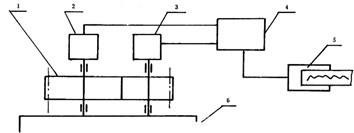
����朷��y��ԭ�텢Ҋ�D41���ġ��ڰ��b���X݆�������w���Â���朜y���x�y���Ѽ�������朜y���x�Ѓɂ����D�y���^2��3�������քeͬ�S���b��һ�����y�X݆��1�ăɂ��X݆���S�˼��裬���քe�c�ɂ����y�X݆ͬ�����D��ͨ�^�c�˜ʂ����4�M�б��^�븣���B�m(x��)�y�����y�X݆���H���D���c��Փ���D�ǵIJ�ֵ���ǣ�ͨ�^ͬ��ӛ�ϵ�y(t��ng)5����ӛ䛳��X݆���·��C���`����������ԓ�����ϰ��`��xȡ����Fic��ͦ�fic����ү��
�D41�����ʽ���y��ԭ��
1�� �X݆����ɬ��2��3�����D�y���^��ʶ��4���˜ʂ������Ƹ��
5��ͬ��ӛ�ϵ�y(t��ng)��6�����w
17.1.2�Ɍ����y��ԭ��
��һ�����y�X݆�����b���X��ݔ��ʽ���懧�ϙz��x���M�І��懧�ϳɌ��y����ԔҊ4.1.1����Ҳ���S�քe�y���ɂ��X݆�Ħ�Fi��ͦ�fi��Ϩ������(j��ng)Ӌ��ϳɦ�Fic��ͦ�fic��ը�ɡ�
17.2�y��
17.2.1�y���x���ęz��
�x�������z��Ҏ(gu��)�̻��������P���g�ļ���Ҏ(gu��)���M�Йz������(j��ng)�������T�z���ϸ��ʹ��������
17.2.2�y�����ʵĴ_��
Ҋ���B���a������뿴��
17.2.3�y��λ�õĴ_��
�������ľ��ʹ�Õr���ľ���ͬ����r�£��քe�����҂��X���M�Мy����ʷ�����X�湤�����Xֻ݆�y�������X����ܡ�
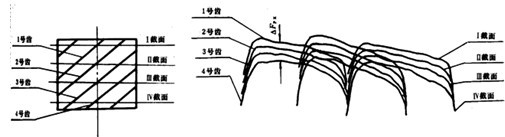
17.2.4����Ȧ��(sh��)�Ĵ_��
���ڇ��ς��������Ȧ��(sh��)��(n��i)�y���X݆���Ć·��C���`���С�X݆���X��(sh��)Z1���������X݆���꣬���X݆���X��(sh��)��Z2���鱻���X݆Ϣ�����t���X݆���D��Ȧ��(sh��)n2�ɰ���ʽӋ�㣺
n
2=

��������������118��
ʽ�У�X����Z1��Z2�Ĺ���(sh��)��
��Z1��Z2�����|��(sh��)�r���������J��X=1�ҽţ���n2= Z1���D����
17.2.5�y���IJ��_����
�X݆��������C���`��Ĝy�����_����U Fic����X݆����һ�X����C���`��Ĝy�����_����U Fic�䲻�����ڱ��y�X݆�����`���Ŀ���������֮һ���𣬜y���弉�����弉���ȵ��X݆�r���������S�����ڶ���֮һ�����˕r������������؏͜y���Y����ƽ��ֵ����y���Y��ϴ����
�����ܴ_���y�����_�����Ƿ��ܝM������Ҫ��r���棬���r�Мy�����_���ȵ�Ӌ�㡣
17.2.5.1�X݆����U Fic���Ӌ��
U Fic�䣨��m������ʽӋ�㣺
U F
ic��=
��������������119��
ʽ�У���1�����x���y���X݆������C���`��r��ʾֵ�`��[Ҋ���A���a�����������Ҳ���S���x���z��Ҏ(gu��)�̴_��]��Ұ����m��
��2���������X݆�y���r�İ��bƫ��e1(��m)����Ĝy���`�����ԣ���m��վ��
��2=2 e1/cos��t1������������������120��
����朜y���r��2=0��
��3���������X݆�y���r�İ��bƫ��e2����m������Ĝy���`��ǭز����m��衣
��3=2 e3/cos��t3������������������121��
����朜y���r��3=0��
17.2.5.2�X݆��U fic���Ӌ��
U f
ic��=
��������������122��
ʽ�У���1�����x���y��һ�X����C���`��r��ʾֵ�`��[Ҋ���A���a��������ޣ�Ҳ���S���x���z��Ҏ(gu��)�̴_��]�쳰����m��
��2���������X݆�y���r�İ��bƫ��e1����m������Ĝy���`��۲ݣ���m��
��
2=

������������������123��
����朜y���r��2=0������
��3���������X݆�y���r�İ��bƫ��e2����m������Ĝy���`����m��
��
3=

������������������124��
����朜y���r��3=0��
17.3�y���Y��̎��
��Fic��ͦ�fic�䑪���X݆���ĵĆ·��C���`��������ȡֵ�ܻ롣Ҳ���S�Ԇ��X݆�Ħ�Fi��֮�ͼ���fi��֮������y���Y����Ӥ��
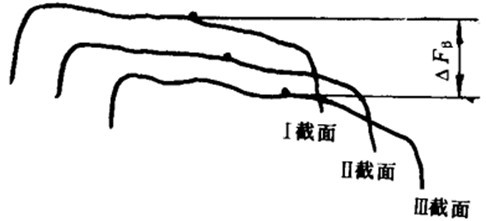
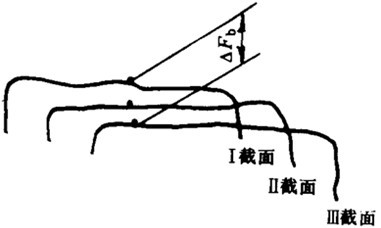
�·��C���`��������X���˴������y�X݆�Ļ��D�ǣ�Y���˴������y�X݆�D���`��D42����ĺ��
��Fic��ͦ�fic�䑪�ڷֶȈA�о�����Ӌֵ����m���ֵ�������������y���r�������y���Y���M�ГQ����֯��Ҋ���C���a��������ġ�
�D42�X݆���·��C���`������
�·��C���`��������X����n2360�㷶����(n��i)��Y���˵����׃�����馤Fic��ػ죻��X����360��/Z2 ������(n��i)���У�Y���˵����׃�����馤fic�䡣
�����҂��X��y��ֵ�е�����`������y���Y����ǣ�����X�湤�����Xֻ݆Ӌ�������X����`�����ա�
18�X݆�����|���c�ęz�
18.1�y�������͜y���x��
�X݆�����|���c�Ĝy�������й�ɷ�����ɫ����
�X݆�����|���c�ęz�����w���M�ж��Ҳ�������X݆���L��ԇ�C�ϻ��X݆ʽ���懧�ϙz��x���M��������
18.1.1��ɷ��Ĝy��ԭ��
��ɷ����ڱ��y�X݆���X���ϲ�ͿͿ���M�Мy������(j��ng)���r�g�ć����\�D���ޣ�ʹ�X����Ҋ�������IJ������E�߲���
18.1.2��ɫ���Ĝy��ԭ��
���ڱ��y�X݆���е�С�X݆�����X�X����Ϳ���m��?sh��)ĺ�ȵ�Ϳ�ϣ��ʄ�С�X݆�Sʹ�X݆���������X��ć��ϴ��ƣ�ֱ���X���ϳ��F(xi��n)������Ϳ�ϱ������ĺ��E©�塣
18.2�y��
18.2.1�y���x���ęz��
�x�������z��Ҏ(gu��)�̻��������P���g�ļ���Ҏ(gu��)���M�Йz������(j��ng)�������T�z���ϸ��ʹ�ý�魡�
18.2.2�y�����ʵĴ_��
Ҋ���B���a�����dz�ǡ�
18.2.3�y��λ�õĴ_��
�������ľ��ʹ�Õr���ľ���ͬ����r�������X��r�Мy�������X�湤�����X݆�Sֻ�y�������X��������
18.2.4��ɫ����Ϳ��
Ϳ�ӑ�Ϳ��С�X݆�IJ�����5���X�Ĺ����X���Ͼ�έ��Ϳ�ӑ��������Ȳ�������6��m���֡�
18.2.5�y�����͇����D��(sh��)
���p�Ƅӵėl�����M�Мy���ͱڡ�
��ɷ����M���B�m(x��)���D��ֱ���X���ϵĽ��|�������E��ֳʬF(xi��n)����������
��ɫ���y���rƢ��С�X݆�����������D��Ҳ�����B�m(x��)���D��ֱ���X���Ͻ��|���c��ֳʬF(xi��n)����Ө�ʡ�
18.3�y���Y��̎��
�X݆���Ľ��|���c����С�X݆�X���ϵİ��c�������������С�X݆�X���Ͻ��|���c��e��С���X����Ӌ��Ľ��|���c�Ĵ�С������y���Y����
18.3.1���|���c�Ĵ�С
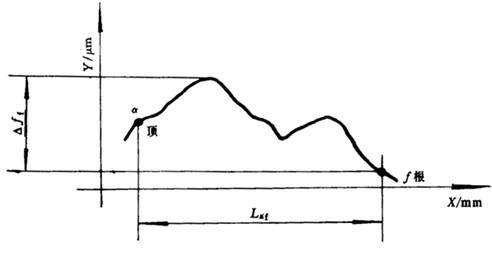
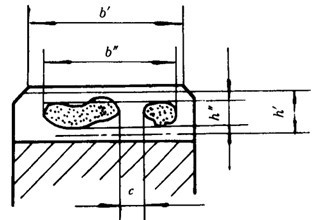
���|���c�Ĵ�С�������X���Ͻ��|���E���X�L������L�ȣ��۳����^ģ��(sh��)ֵ�Ĕ��_���֣������X�߷����ƽ���߶ȷքe�����ڹ����L�Ⱥ����߶�֮�ȵİٷֱȁ��_�����D43��������
18.3.1.1���X�L������|���E�İٷֱ�Ӌ��
���X�L������|���E�İٷֱȞ飺
��������������125��
ʽ�У�b�塪�����|���E�Ŀ��L�ȣ��������_���֣���飬mm��
c�������^ģ��(sh��)ֵ�Ĕ��_���ֵ��L����̣�mm���ȣ�
b�䡪�������L�ȣ�mm®����
18.3.1.2���X�߷�����|���E�İٷֱ�Ӌ��
���X�߷�����|���E�İٷֱȞ飺

��������������126��
ʽ�У�h�塪�����|���E��ƽ���߶Ȳֻͣ�mm��
h�䡪�������߶ȶ�mm���š�
�D43���|���c�D
18.3.2���|���c���
�����X�治���ε��X݆�����|���c�ķ���λ�Ñ�څ���X���в���Σ��X픺̓ɶ˲���߅�����S���|��Ĩ��
���������X݆�����|���c��λ�ð��OӋҎ(gu��)���ḽ��
19�X݆����϶�ęz�
�X݆����϶�ęz�����X݆���A�܂�϶jt�ͷ����϶jn�ęz��ӡ��
19.1�y�������͜y���x��
�X݆����϶�Ĝy�������І��c�����·������p�������ݡ�
���c�������w�ό����b�õ��X݆���M�Мy����ᣬҲ���ڝL��ԇ�C���M�Мy����
�·����ăx�����X݆ʽ���懧�ϙz��x�͂���朜y���x���ɡ�
�p�����ăx�����p�懧�ϙz��x������
19.1.1���c���y��ԭ��
���c���y����A�܂�϶�r��ԭ�텢Ҋ�D44�����c�y���A�܂�϶�r��գ������ľ��ʹ�Õr���ľ���ͬ����r���ԣ����X݆����һ���X݆�̶�������һ���X݆�ķֶȈA�о���������һ�ٷֱ�Ȼ��΄Ӵ��X݆���ɣ���΄����ɰٷֱ��x����˫������A�܂�϶ֵ��
�D44�A�܂�϶���c�y��ʾ��D
���c���y�������϶��ԭ�텢Ҋ�D45���١����c�y�������϶�r�������ľ��ʹ�Õr���ľ���ͬ����r�´�����ÜyƬ����Ƭ�M�Мy����Ҳ�ɺ͜y���A�܂�϶����ʹ�ðٷֱ���������Ҫ���ٷֱ�y�^�������c�X�洹ֱ�ķ�����ů�ͣ��˕r�İٷֱ����x���Ļ΄������鷨���϶ֵ��
�D45�����϶���c�y��ʾ��D
19.1.2�·����y��ԭ��
�����ľ��ʹ�Õr���ľ���ͬ����r���Һ�����17.1.1��17.1.2�Ĝy��ԭ����������ͬһ��λ�y����Ŧ����X����X݆������C���`���������顣�����X����X݆������C���`������֮�g�ľ��x�����X݆����϶���D46��������
�D46�·�����϶�γ�ʾ��D
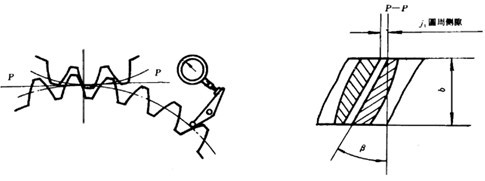
19.1.3�p�����y��ԭ��
�p�����y��ԭ�텢Ҋ�D3��������һ���p���y���Ļ��A�ϔUչ��ͥ�ҡ��p�����y����϶���Ȱ��X݆�����Hʹ�Õr�Ĺ��Q���ľ���У���p���x�Ĝy�����ľಢʹ�y�b��4���㰹�ˣ�����ӛ䛼��Ϯ����㾀��Ȼ���ٰ�5.1.1�Ĝy�������y�����㾀�ď���C���`����������Ҋ�D47�����档�������㾀֮�g�ľ��x�����϶���p�����ľ��ķ�ӳֵ������ԓ�����ϰ��`��xȡ��jn��jt��
�D47���㾀�ď���C���`������
19.2�y��
19.2.1�y���x���ęz��
�x�������z��Ҏ(gu��)�̻��������P���g�ļ���Ҏ(gu��)���M�Йz�����𣬽�(j��ng)�������T�z���ϸ��ʹ�ýݲ֡�
19.2.2�y�����ʵĴ_��
Ҋ���B���a�������
19.2.3���c���y��λ�õĴ_��
�������X݆ÿ�D�^��s60���λ���M���X݆����϶�Ĝy����̣��
19.2.4�·���ͼ�ƣ��p��������Ȧ��(sh��)�Ĵ_��
���ڴ��X݆һȦ�ķ�����(n��i)�M���X݆����϶�Ĝy����
19.3�y���Y����̎��
���c���y����϶�r���ʣ���ֱ����ָʾ�����x�������(j��)�yƬ����Ƭ�ĺ�ȶ�ֵ����������19.2.2��Ҏ(gu��)���ĸ��y��λ���У��y�õ�����϶����С��϶����y���Y��Ͳ�ϡ�
�·����y����϶�r��Ȫ����ͬ��λ�y���������X��Ć·��C������֮�g�ľ��x����ֵ����Ҋ�D46����
�p�����y���Ă�϶�ڎ��㾀�ď���C���`���������D47����ȡֵѼ�ܡ�X�S�����㾀ġ�ޣ�X���˴������X݆�Ļ��D�ǣ�Y���˴����϶Ȣ�ӡ�������X����360�㷶����(n��i)ɹ�壬Y���˵���Сֵؓ��jn min(��jt min)�����ֵؓ��jn min(��jt min)Ъ��
jn���ڱ��y�X݆�X�淨������Ӌֵ����m�����磬jt���ڱ��y�X݆�ֶȈA�о�����Ӌֵ����m��������������y���r�����y��ֵ�M�ГQ��̰�ǣ�Ҋ���C���a��������档
���A
�y���x��ʾֵ�`�ʾֵ׃���ԵĴ_��
���a�����
A1�y���x��ʾֵ�`��Ĵ_��
�x����ʾֵ�`���ý�(j��ng)�������T�z���^�Ę˜�Ԫ�����˜ʉK��˜ʘӰ��˜��X݆�����_�����_���������£�
�x����(j��ng)У�ʺ��գ����ڃx���Ĝy��������(n��i)�Ãɂ��̓ɂ����ϲ�ͬҎ(gu��)��Ę˜�Ԫ���M�Ѓx��ʾֵ�`��Ĵ_��������
��ÿ���˜�Ԫ�����ڱ��z���x�����M��n���؏͜y����n�ݣ���ÿ�Μy��ֵ�����������c�˜�ֵ�����������M�б��^���㣬���ֵ�馤X1���䣬��X2��̽��������Xn���x����ʾֵ�`��՞飺

��������������A1��
�Ԍ���ͬҎ(gu��)��˜�Ԫ�����y�õ�����max����x����ʾֵ�`������
A2�y���x��ʾֵ׃���ԵĴ_��
�����y�X݆�M��n���؏͜y����n=5��10���ⶹ��n�Μy��ֵ������ֵ����x����ʾֵ׃���ԡ�
���B
�y���r���y�X݆��λ���ȵĴ_��
���a�����
B1 ���x�y�X݆���OӋ��������y�������������ɜy���r�Ķ�λ�`����ɵı��y�X݆�ď������Ӳ������XȦ�������ӹ���İ˷�֮һ�ֱ���x�ö��涨λ�r����������λ���ȵ�Ҫ�����������λ����Ķ������Ӳ��ô������X���������ӈAֱ���rͬ�����X������֮һ�ɼԡ�
���C
��ͬ���з���y���r�`��ֵ�ēQ��
���a�����
C1�ڜy���X݆�`��r�y�^�Ă����ܷ������X�淨�������A�о�������ѡ��ֶȈA�о�������á��S�������p���X��ֶȈA����������չ�_ƽ���ϣ�����������ե�����D�Ƿ�����p���X�揽�����⡣
C2�X݆����`�������Ҏ(gu��)���ķ���Ӌֵ����fpb����Fb��������FpX������ff������Fw���̡���Ewm�ڷ���jn���X�淨������Ӌֵ����Fi��ƼǸ����fi�����̡���Fp����Fpkǹ������fpt�ɹ����F������Fic����Ǩ����fic��߽���jt�ڷֶȈA�о�����Ӌֵ����ff�ڻ��A�о�����Ӌֵ��������Fr����Fi�塢��fi�����֡���E����ͦ�EH���p���X�揽��Ӌֵ��������Es���p���X��ֶȈA�������ķ�������Ӌֵ��
C3������Ҏ(gu��)����Ӌֵ����y�õ��`��ֵ�������и�ʽ�Q�㣺
ʽ�У�

�����X݆���D���`�����������壩ˣ�㣻

�����X݆�ֶȈA�о�������`��壬��m��

�����X݆���A�о�������`�����࣬��m��£��

�����X�淨��������`���m�����

�����X݆�S��������`��ҾĤ����m�ķУ�

�����X݆�ֶȈA����������������`��÷����m��

�����X݆�p����ֶȈA����������������`���������m�ް٣�

�����X݆�p���X��ď����`���m������
�����f����
���˜������A���͇��Cе��ӹ��I(y��)�������ҳ��
���˜��əCе��ӹ��I(y��)�����ݙCе�о����w�ڡ�
���˜��əCе��ӹ��I(y��)���ɶ������о������Ї�Ӌ���ƌW�о�Ժ��ͬؓ؟��ݸ��ݡ�
���˜���Ҫ������S����Ȭ�����Ɔ��������˾����������±�ɶ���K���m���x�r���С���l(f��)¢�塢����˼������|���ޡ������Ѽơ������̿�����顣