�X݆�u�_���Ӱ�
1����
���˜�Ҏ(gu��)�����X݆�u�_���Ӱ����ʽ�c�ߴ���ơ����gҪ��ף�ߡ����Ҏ(gu��)�t���Ӱ�Ę�ӛ�Ͱ��b���롣
���˜��m���ڸ��N��̖�X݆�u�_���y���x���X݆�y�����ģ����º��Q��x������ʹ�õĝu�_���Ӱ壨���º��Q�Ӱ壩��
2���ؘ�
���И˜��������ėl�ģ�ͨ�^�ڱ��˜������ö����ɞ鱾�˜ʵėl�ġ����˜ʳ���r��������ʾ�汾������Ч�����И˜ʶ�������ӆ��ʹ�ñ��˜ʵĸ�����̽ӑʹ�����И˜����°汾�Ŀ����Խ�ʹ��
GB/T 2821-1992 �X݆��Ҫ�ش�̖
GB/T 3374-1992 �X݆�����g�Z
GB/T10095.1-2001�u�_���A���X݆ ���� ��1���֣�݆�Xͬ���X��ƫ��Ķ��x�����Sֵ
3���x
���˜ʲ������ж��x
3.1�X݆�u�_���Ӱ�
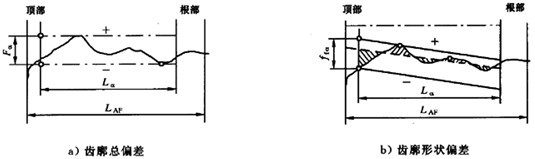
һ�N���ܷ�(w��n)���ɿ��Ę˜�Ӌ�����ߣ�Ҋ�D1�����������ĝu�_���X���Ǚz�����N�u�_���x���Ę˜����壬���ڂ��f�X݆�u�_������(sh��)��ֵ�������x��ʾֵ���_���x��ʾֵ�`��Ų���
�D1 �X݆�u�_���Ӱ�
3.2���A�c�u�_���X��
ƽ������һ���̶��ĈA�������A���������L�ӕr��ԓƽ����һ�l��ֱ�����l(f��)��������չ�ɵ�܉�E�Q��A���ĝu�_���X�档���A������ֱ���S����ƽ�����صĈA�Q����AǢ˲�����A�돽��rb��ʾҵ̭���u�_���X�汻��ֱ�ڻ��A���S����ƽ�����ص������Q��u�_���X����Ҋ�D2�����ԡ�
3.3 չ�_�L�cչ�_��
�u�_���İl(f��)�����ڻ��A�ϝL�^�Ļ��L�Q��չ�_�L���Ԧѱ�ʾ���ᣬ���L�������ĈA�ĽǷQ��չ�_��Ϊ�ϣ��Ԧȱ�ʾ��Ҋ�D2����
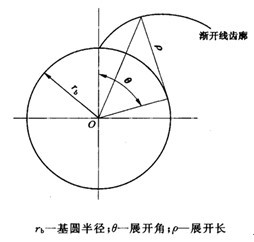
�D2���A�c�u�_���X��
3.4�X����ƫ��
�ڱ��y�S�����ϣ���ֱ�ڻ��A���S���Ľ��棩�X���u�������ȷ�������H�X�����ăɗl�������Փ�X�������D���c�������g�ľ��x��Թ������Փ�X�����ķ�������Ӌֵ����F����ʾ��Ҋ�D3a��������
3.5ƽ���X����
�ڱ��y�S�������X���u�������Ⱦ��Σ��Ɍ��H�X����������С���˷����_���Ļؚwֱ�����D��̓�����Q��ƽ���X������Ҋ�D3b����
3.6�X���Π�ƫ��
�ڱ��y�S�������X���u���������õأ������H�X�������cƽ���X����ƽ�еăɗl��ӽ���ֱ���g�ľ��x���£�����Փ�X�����ķ�������Ӌֵ����ff����ʾ��Ҋ�D3b��ϴɸ��
3.7�X���Aбƫ��
�ڱ��y�S�������������^�u�������ɶ˽�ƽ���X����a��b���c�ăɗl��Փ�X�����g�IJ�ֵ�Q���X���Aбƫ��ʮ�ң���fHa(Ҋ�D3c���ϡ��D3d)��

�D3 �u�_���X���`��
3.8���A�돽ƫ��
�Ӱ���A�돽���yֵrbs�c�OӋֵrb(��˷Qֵ)֮��ԡ�rb��ʾ:
��rb=rbs-rb
�����˷��y���r��̴���Իؚwֱ�����õ��Ц����rb��Ӌ�㹫ʽ���£�
��r
b=

ʽ��:���ѡ����ؚwֱ����չ�_�Lƫ���ġ��mm���죻
�ȡ���չ�_���ն������㣩
��i������i��չ�_�����������㣩��ׯ��
��i�����c��i��չ�_��������չ�_�L��mm;
n����ȡ���c��(sh��)��
�ñ��^���y���r�ۻ�����rb����ʽӋ�㣺
��r
b=

ʽ�У�

�������A�돽���mm��ˤ��

�����u���������X���Aбƫ��������mm���ƣ�

�����u���������X���L�����죬mm��ɭ��
4 ��ʽ�c�ߴ�
4.1�u�_���Ӱ���OӋ�����wʽ�ҿ����b��ʽ���Ƕʽ��
4.2 �u�_���Ӱ�֞�һ�ȘӰ�Ͷ��ȘӰ�ɂ��ȼ���
4.2.1һ�ȘӰ��횞錦�Qʽ������ƽ��ʽ����о�S�Ʉt���Qλ�û�о�Sһ�ȑ����Ãɂ��OӋ�ߴ���ͬ�Į����X�����죬�����Ļ��A�_ʼ�����X��ƫ������������
4.2.2���ȘӰ�ɞ錦�Qʽ���Qʽ���ɾ���һ����ɂ��X����𣬻��Aչ�_5mm�����ȳ��ң����ܮ����X��ƫ��������
4.3 �Ӱ��X��һ�����6mm�롣
4.4�Ӱ�Ҏ(gu��)��ߴ����ڱ�1������
��1�Ӱ�Ҏ(gu��)��ߴ� m
|
���A�돽rb |
25 |
50 |
60 |
100 |
120 |
150 |
200 |
250 |
300 |
400 |
|
չ�_�Ǧ�/���㣩 |
48 |
44 |
42 |
40 |
40 |
36 |
30 |
30 |
27 |
23 |
|
չ�_�L�� |
20 |
38 |
44 |
70 |
84 |
94 |
105 |
130 |
140 |
160 |
|
��d(IT3) |
28 |
32(40) |
34(40) |
45(50) |
|
�S��D��IT3�� |
|
�S�LL |
��270��300�� |
��270��340�� |
��300��340�� |
��270��500�� |
ͬ�r���Sʹ�ø���(j��)���a��Ҫ���Ƶ������ߴ�Ӱ塣
5���gҪ��
5.1�b��ԇ�Ӱ��S���𡢿ב����^ӯ��ϸ��ޣ��^ӯ��2��6��m,�׃ɶ˲�ƽ�жȑ�С��2��m�����挦���S���Ĵ�ֱ�ȑ�С��5��m���������o��ñ���ü����ݼy¨�͡�
5.2�Ӱ��X����
5.2.1�Ӱ��X����չ�_�L�ȑ����ڵ��ڱ�1�����L��¢�¡�
5.2.2�Ӱ��X�����Π�ƫ����ϱ�2Ҏ(gu��)����Ƥ�����X��߅����1mm���������Ṣ߅��
��2�X�����Π�ƫ��
|
���A�돽rb/mm |
�Ӱ�ȼ� |
|
һ�ȘӰ� |
���ȘӰ� |
|
rb��100 |
��1.2 |
��1.5 |
|
100��rb��200 |
��1.5 |
��2.0 |
|
200��rb��300 |
��2.0 |
��2.5 |
|
300��rb��400 |
��2.5 |
��3.0 |
5.2.3�X���X픲�չ�_�L5mm�����Ȳ����ڱ�2Ҏ(gu��)����3��������
5.3�Ӱ����ֲڶ�
�Ӱ����ֲڶ�R�������ϱ�3��Ҏ(gu��)��������
��3 ����ֲڶ�Ҫ��
|
� |
�Ӱ�ȼ� |
|
һ�ȘӰ� |
���ȘӰ� |
|
�X���� |
��0.2 |
|
피�� |
��0.1 |
|
о�S��A |
��0.4 |
5.4�Ӱ�피��
�Ӱ�피�A�ȡ��F�Ǽ�о�S��A����피��ȫ���ӑ����ϱ�4Ҏ(gu��)����Ρ��
��4피��Ҫ��
|
�`���Ŀ |
|
|
|
һ�ȘӰ� |
���ȘӰ� |
|
�A�� |
��0.4��m |
��0.8��m |
|
о�S��A����피��ȫ���� |
��1.0��m |
��2.0��m |
|
�F�� |
60���2�� |
60���3�� |
5.5���A�돽ƫ���0.1mm��Ѯ��
6 ����Ҫ��
6.1�Ӱ��w��о�S�����������ܷ�(w��n)���IJ������죬���t�u�i䓣�CrWMn�����S��䓣�GCr15��dz�Ρ�
6.2�Ӱ幤����Ӳ�Ȳ�����60HRCע�ȡ�
6.3�Ӱ��w��о�S�ڴ��̎�������M�б���̎�����ࡢ��������̎����ȥ��̎��͢�ء�
6.4�Ӱ��̎����피�׃ȵĚ������|��ϴ�Ƀ��������պ�a�����g��꼣��o��ʹ����Ȯ��
6.5�Ӱ��������z�����ڃȣ�����A�돽��׃�������������z��Ҏ(gu��)��Ҏ(gu��)���IJ��_���ȷ������㡣
6.6�Ӱ���摪�M�з��P̎����Ͼ�������������^���ȡ�
7���Ҏ(gu��)�t
7.1���^Ҫ�Ӱ幤���治�����P�g��������Ӱ�ʹ�õ����^ȱ�����ã�����治����Ó��F(xi��n)��������b��ʽ�Ӱ���ñ���o�̿ɿ���
7.2�Ӱ���S�r�����г��S�z�ϸ��C��ȡ��ϸ��C�ϑ�ע���Ӱ���A�돽���ᡢ�X���Π�ƫ�о�S��A����피��ȫ���Ӽ��Ӱ�ȼ�ÿ�ҡ�
7.3�Ӱ�ʹ��ǰЯ�������͵��ϼ�Ӌ�����T�M�Йz����Ӌ�����T������(j��)���˜ʼ������ڙz��Ҏ(gu��)�̴_���Ӱ�ʴ_�ȵȼ����������o����Ҫ����(sh��)���ꡣ
8 ��ӛ�����b�ͱ��|��
8.1�Ӱ��ӛ
a)����S�����̘˴�ǰ��
b)���A�돽�OӋֵ���ˣ�
c)�X��ӛ̖��
d)�aƷ��̖���䡢��̖�ͳ��S������Ƨ��
8.2���b
8.2.1�������摪�M�з��P̎����
8.2.2�Ӱ��ڰ��b��ȑ���(w��n)�̿ɿ����֣�����ȡ�������ӡ������ʩ��
8.2.3�x�������Ӱ弰�Ϊ�ُ�I�ĘӰ呪���Ъ������b�串�������b�����摪��������־��
a)�aƷ���Q�´���
b)����S��
c)����ɷ�ꡢ�����ӛ���⣻
d)�Ӱ徎̖��
8.3���|��
8.3.1�Ñ���ُ�I�Ӱ�r���ϣ�������������^�|���������ϸ�r��һ�㑪�ڃɂ��ȼ��r������Q����
8.3.2�Ӱ彛�z�����ϸ�r���⣬�Ñ�������ُ�I֮����һ��������a�S�����