������������������S���ƌW(xu��)���g(sh��)�ĸ��ٰl(f��)չ��˯���˂������Ƴ���һ�N���аl(f��)չǰ;�Ĝp�ق����b�á������X݆����ϵ�y(t��ng)�Ӳߣ��c���y(t��ng)���X݆�p���b����Ȳ��ԓ����ϵ�y(t��ng)���H�܌��F(xi��n)����ӱȂ������ۣ����Ҿ��Ђ���ƽ��(w��n)��Ͱ���Y(ji��)��(g��u)�o��ɶ�ϡ����d�������������L�ȃ�(y��u)�cϰ�壬����ܵ������ИI(y��)�����І�λ�ďV���P(gu��n)ע�������������P(gu��n)�I������(n��i)�F�X݆����D1��ʾ���ӹ��������y��ճ���ںܴ�̶����Ƽs��ԓ����ϵ�y(t��ng)�ďV����(y��ng)�����ס��mȻʹ�õĵ��߃r��dz����F�������b�A���y�¿ޡ��������������ֱ�X�F�X݆���X�C���f��㊴��ӹ���(n��i)�F�X݆�ķ������ס�
����1.���w�ļӹ�����
����ϸ����1������ֱ�X�F�X݆���X�C�M�м��F�X݆���X�C���óɌ����X������չ�ɷ��M�мӹ�������X���ړu�_��������(f��)ֱ���������\����̣��γɼ���ƽ픻���ƽ���X݆��݆�X�������X݆��݆�X�����X���c�u�_�ĝL���б��г�����������X�C�Ļ���ԭ����D2��ʾ��
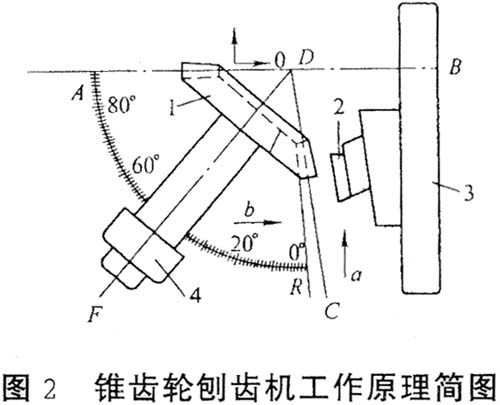
�����X��1�b�����S�ϼ��������S���S��λ���@��O�c�D(zhu��n)�ӣ��D(zhu��n)�ӕr��(y��ng)ԓʹ�X���ĸ��Fĸ���c���X�����ƄӾ���ƽ���д������X����(y��ng)�D(zhu��n)�^һ���F�ǽ���С���ԏĘ˳�AR�x����
�����b�ڙC���u�_3�Ļ����ϵ����X��2���ã����˿���a���Ƅ�����Ƕʺ��߀�����@�u�_�S��OB�D(zhu��n)�ӡ��X��һ�����@OF�D(zhu��n)�ӿ�ֿ��ͬ�r�����^b�����Ƅӵζ���ʹ���Ĺ�(ji��)�F����O�͙C������D�غϺ��M�мӹ���
ƽ��X݆���F�X݆���X�C�����S�������D(zhu��n)�����Ƕ�ֻ���_��90����Ͱ��Ҳ�����f���ֻ�ܼӹ����F�Ǟ�90���ֱ�X�F�X݆̱�룬���ڸ��F�Ǵ���90����F�X݆�o���ӹ���
�����˕r����ͨ�^���������ķ������ӹ�����
�����C�����F�ǿ̾��������ڙC���Ĵ�����ūү�������ڷ��X��Ļ��D(zhu��n)���ϡ����S���Ƅӷ��X�����S�����ѣ�ʹ���X�����S�Ƅӷ���ͻ����Ĺ�������ƽ�R���ţ����R�����ߵ���̾���
�������ڸ��F�Ǵ���90����F�X݆Ѭä��ֱ���Ƅӷ��X��o���M��Ҫ��ȷ�档�@�r����ͨ�^�ڸ��������¶�λ����ʵķ������{(di��o)����ֱ���x�����X���c����85�㌦��(y��ng)��λ�������µ����c������ȯ�Ą���̎������̳����ӹ��X݆���F�Ǵ���90��IJ��������������X���D(zhu��n)�����X�ϵ�90��r�����õ��_�µ����c���ޣ��ٌ����X���������D(zhu��n)�����Ͽ̵���һ���ֽǶȷ��أ������������͵��ڱ��ӹ��X݆�ĸ��F�ǡ�
�����{(di��o)�������S�ǶȺģ����ڃ�(n��i)�F�������^����ƣ�ԭʼ��չ�ɷ��o���ӹ�������ʹ�������뷨���룬�����߲������g���D(zhu��n)��������ֻ������(f��)�����\�����ƣ��������A�ܓQ�X��ֱ���M�o�����г����\�ӡ�
�����ڼӹ��^���п���ͨ�^�y���X݆��С�˹̶����X�ߺ����X��ķ��������C�X��֦����ֱ�������X݆�ӹ��ꮅ��ԡ�
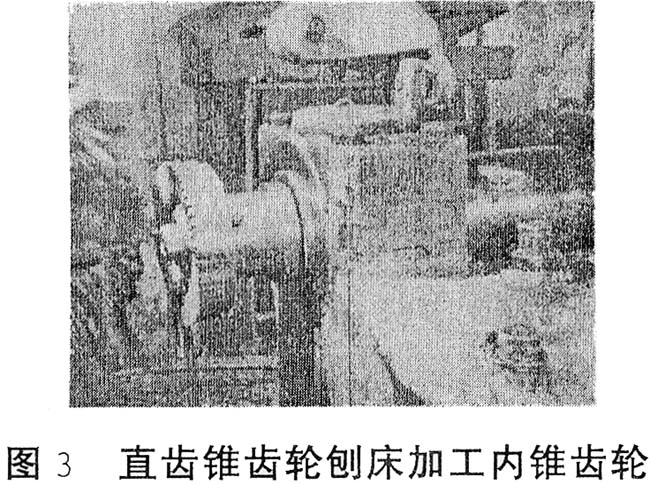
�����D3������ֱ�X�F�X݆�ٴ��ӹ���(n��i)�F�X݆�r����Ƭ��
����������2�������f��㊴����Pʽ�����f�ֶܷ��^�ӹ� ��һ����Ӌ�㮔���X��(sh��)���У�������(j��)Ӌ��Y(ji��)���x�ߡ�
����ֱ�X�A�F�X݆�Į����X��(sh��)
������(ji��)�F�Ǵ���90��r���ϣ�������ֵȡ�^��ֵ���̡�
��������ģ��(sh��)С�ڵ���8mm���X����һ��㊵��M�а����˰�㊵��������Լӹ������X��(sh��)����12���o�F����X݆�����
�����ڶ������{(di��o)���f�ֶܷ��^������ĽǶȲ��M�зֶȡ�
����ߺ���ٌ��ֶ��^���S�c�����_��Aб�ɱ��ӹ��X݆�ĸ��F���Բ���
���������D(zhu��n)�ֶȱP�M�зֶȳ֡�
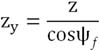
�������õķֶ��U�dž��^�ģ�݆��40���X���䡣���w�ķֶȹ�ʽ�飺

������ʹ�÷ֶ��^�r����Ȳ���݆���X��(sh��)���š�
����������������X����
������㊵���Ȍ����X�������Թ����Ȍ����е��X���һ����Ӣ���@�r���X������cС�˵��X�ی���ȣ��mȻ����˕r���̎����ȱ�С��̎�����ʹ��˲ی��^��̽��������˵IJی���Ȼ����С�˲ی��s�ѽ�(j��ng)�ӽ����茒�Ȼ�֤���@�r���X���������D(zhu��n)һ�ǶȦ����࣬������һ���X�档�քe�y���X݆��˺�С�˵Ĺ̶����X�ߺ����X�����ǣ��������Ҫ��������Ϳ��Բ���ͬ�ӵķ������������X��ֱ��㊳������X݆κ����
�����X���������D(zhu��n)�ǶȦĵ�Ӌ�㷽���飺
����ʽ�� A�����A�F�X݆����X�ی���
����B�����A�F�X݆�ߌ�
����C�����A�F�X݆С���X�ی���
�������A�F�X݆�Ĵ���cС�˳ߴ粻��ȸ�к�������ģ��(sh��)���ȶ��γɵĻ��A�돽���ȣ��u�_�����Π�Ҳ��һ�Ӷ�ѯ���F�X݆���Դ�˅���(sh��)��˜��������Թ��ϣ��ӹ��A�F�X݆�r��ʹ�õ�㊵��������ֵĺ�ȣ���(y��ng)ԓ����С���X�۵Č���í��㊵��������ֵ������Π�Ҫ�c��˵ĝu�_����ͬ������
����2.�Y(ji��)�Z
�����F�X݆㊴������ó��η���X���ӹ��������F�Xֻ݆�ܱ��C���Ƶ��X��Ѽ�ӹ����ȱ��^�;�ɦ��һ��Ă��Ӳ�����ʲô���}�����nj��ڂ���Ҫ����^�ߵĈ���ĭ�磬�y�ԝM��Ҫ�������
��������ֱ�X�F�X݆���X�C�������뷨�ӹ���(n��i)�F�X݆�����^�ߣ��ӹ�Ч��Ҳ���^���������܉�M��ֵ�ʹ��Ҫ���ֱ
�������σɷN��(n��i)�F�X݆�ӹ��������������һ���̶������������X݆����ϵ�y(t��ng)�İl(f��)չϦ����
